🔧 Countersink Speeds & Feeds Calculator
Calculate optimal RPM, feed rate, and cutting time for countersinking any material
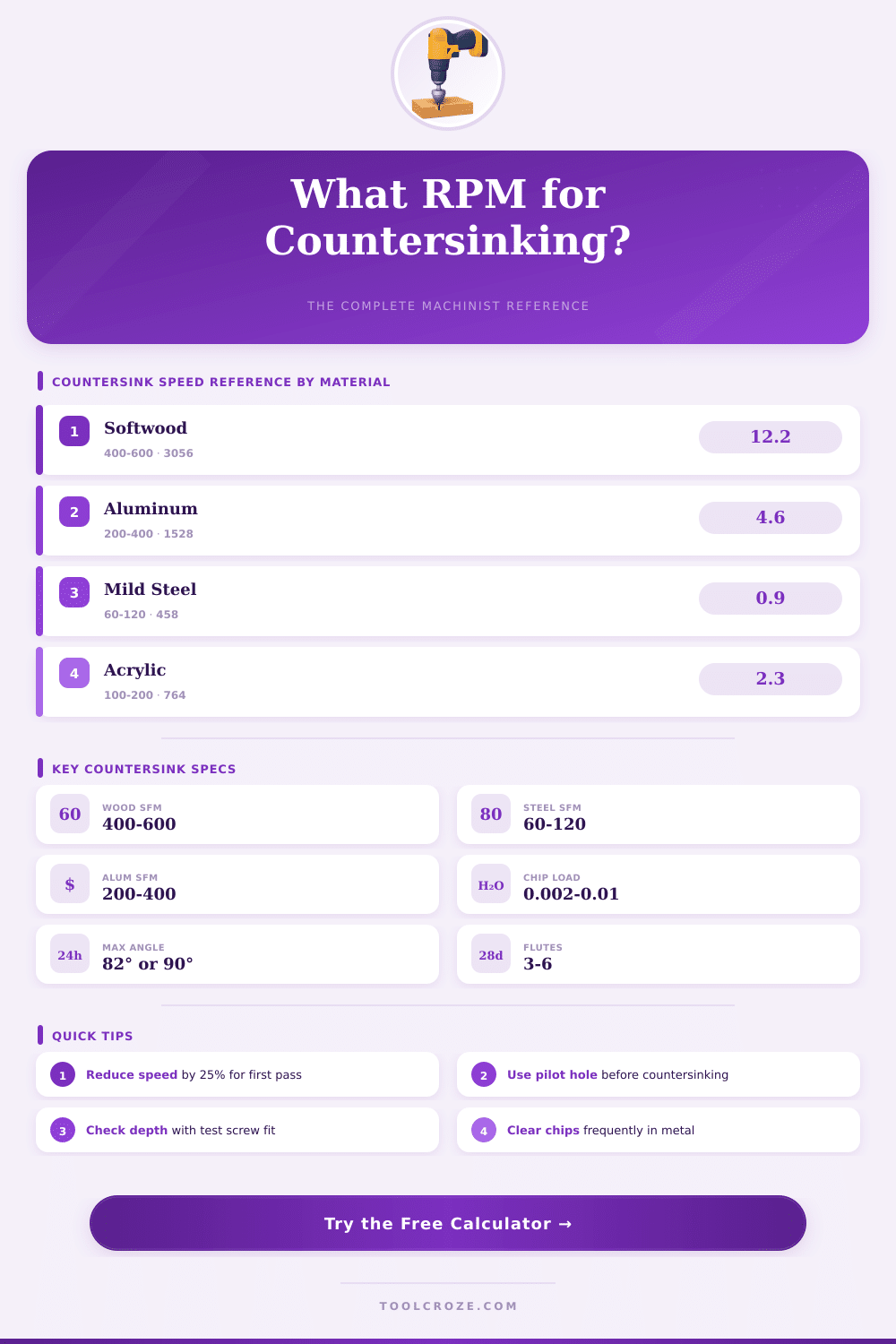
| Material | Rec. SFM | RPM (3/8" bit) | RPM (1/2" bit) | Chip Load/Flute (in) | Feed Rate (ipm) |
|---|---|---|---|---|---|
| Softwood | 400–600 | 4074 | 3056 | 0.008–0.012 | 12–18 |
| Hardwood | 200–400 | 2037 | 1528 | 0.005–0.008 | 6–12 |
| Plywood | 250–500 | 2546 | 1910 | 0.006–0.010 | 8–14 |
| MDF | 300–500 | 3056 | 2292 | 0.007–0.010 | 9–14 |
| Aluminum | 200–400 | 2037 | 1528 | 0.003–0.005 | 4–8 |
| Mild Steel | 60–120 | 611 | 458 | 0.001–0.003 | 1–3 |
| Stainless | 30–80 | 306 | 229 | 0.001–0.002 | 0.5–1.5 |
| Brass | 150–300 | 1528 | 1146 | 0.002–0.004 | 3–6 |
| Acrylic | 100–200 | 1019 | 764 | 0.002–0.004 | 2.5–5 |
| Cast Iron | 40–80 | 407 | 306 | 0.001–0.002 | 1–2 |
| Bit Size | Screw Size | Flutes | Angle | Best Materials | Max RPM | Pilot Hole |
|---|---|---|---|---|---|---|
| 5/32" (4mm) | #4 | 3 | 82° | Wood, Plastic | 8000 | 3/32" |
| 3/16" (5mm) | #6 | 3 | 82° | Wood, Plastic | 7000 | 7/64" |
| 1/4" (6mm) | #8 | 3 | 82° | Wood, Plywood | 6000 | 1/8" |
| 5/16" (8mm) | #10 | 3 | 82° | Wood, Hardwood | 5000 | 9/64" |
| 3/8" (10mm) | #12 | 3–6 | 82°/90° | Wood, Aluminum | 4500 | 5/32" |
| 1/2" (12mm) | #14–1/4" | 6 | 82°/90° | Metal, Hardwood | 3500 | 3/16" |
| 3/4" (19mm) | 5/16" | 6 | 90° | Aluminum, Steel | 2500 | 1/4" |
| 1" (25mm) | 3/8" | 6 | 90° | Metal Only | 1800 | 5/16" |
| Project | Material | Bit Size | Recommended RPM | Feed (ipm) | Est. Time/Hole |
|---|---|---|---|---|---|
| Cabinet Assembly | 3/4" Plywood | 3/8" | 2500–3000 | 8–12 | 3–5 sec |
| Deck Boards | Softwood 1.5" | 1/2" | 2000–2800 | 10–15 | 4–6 sec |
| Hardwood Furniture | Oak / Maple | 3/8" | 1200–1800 | 5–8 | 5–8 sec |
| Aluminum Panel | 1/4" 6061-T6 | 1/2" | 1200–1500 | 3–5 | 8–12 sec |
| Mild Steel Bracket | 1/8" A36 | 3/8" | 400–600 | 1–2 | 20–35 sec |
| Acrylic Sheet | 1/4" Acrylic | 1/4" | 600–900 | 2–4 | 10–18 sec |
| MDF Shelf | 3/4" MDF | 3/8" | 2000–2800 | 9–13 | 3–5 sec |
| Stainless Fixture | 1/8" 304 SS | 3/8" | 200–350 | 0.5–1 | 40–60 sec |
Find the right speeds and approaches for countersink can be difficult. For instance, one can start by using the countersink at 25% of the speed that one uses for drill of same size, while one keeps the same approach for turn as for that drill. Such basic guidelines commonly prevent many crashes already all along.
When one counts RPM, matters the outer diameter of the countersink. For 16 mm countersink in soft steel, the right speed for use without coating is about 560 RPM. In such case, use full lubricant and expand the feed rate is good way to go.
How to Set Countersink Speed and Feed
While cutting of big countersink in bit, are useful to count the surface foot per minute according to the biggest diameter of the countersink hole and then use that value to set the RPM.
For feed rates, value between 0,002 and 0,006 inches per flute per turn operate well, whether depneding on the material and the wanted surface. For instance, for 60-degree, 1-1/2-inch single-flute countersink in 1018-steel one used 300 RPM and 0,5 inches per minute. The hole was pre-drilled at 13/32 inches, and the countersink went around 1 inch depth, what made the biggest diameter 1,2 inches.
Chatter commonly causes headache. If it happens, try to expand the approach and lower the RPM. For aluminium, HSS- or cobalt-countersinks best work than carbide, to escape chatter and reach nicer finish.
Very matter steady and equal pressure. If the pressure is two lightweight, the chatter grows. But too strong pushing causes big chips, that build up quickly, and that also worsens the chatter.
While countersink to big diameter, lot of surface is cut. Speeds between 50 and 100 RPM with higher approach can help, so that the tool does not rub too much. RPM and approaches really matter, and use variable-speed drill in low speed is good starting way for newcomers.
For HSS-drills, 80 surface feet per minute in soft steel are standard for small work. For harder materials one goes more down, and for softer upward, but it does not feel different. The formula is surface feet per minute times 3,82 divided by the diameter of the drill, to get RPM.
Usually are more safe to stay in the bottom limit of that value. Some shops simply default use 250 RPM at 2,5 inches per minute for all countersinks, but for smaller diameters one canlikely go more than that.
Some other things, that are worth knowing: metric screws use 90-degree corner, SAE-screws 87 degrees, and aircraft screws 100 degrees. Good countersink from reliable maker can last very long, if the speed stays low. Lower the approach almost to zero before the tool starts to cut saves time, when are many holes to do.
If is too much wear on the edge, lower the RPM helps.