To do internal female thread most commonly you make hole a bit more little than the major diameter, later you use striker for create the thread. You call that tapping drill for the required thread size. Big part of the success depends of the well chosen tapping drill size, that ensures apt depth and excellent work.
Charts for tapping drills point the apt drill according to the striker, whether for UNC, UNF or metric threads.
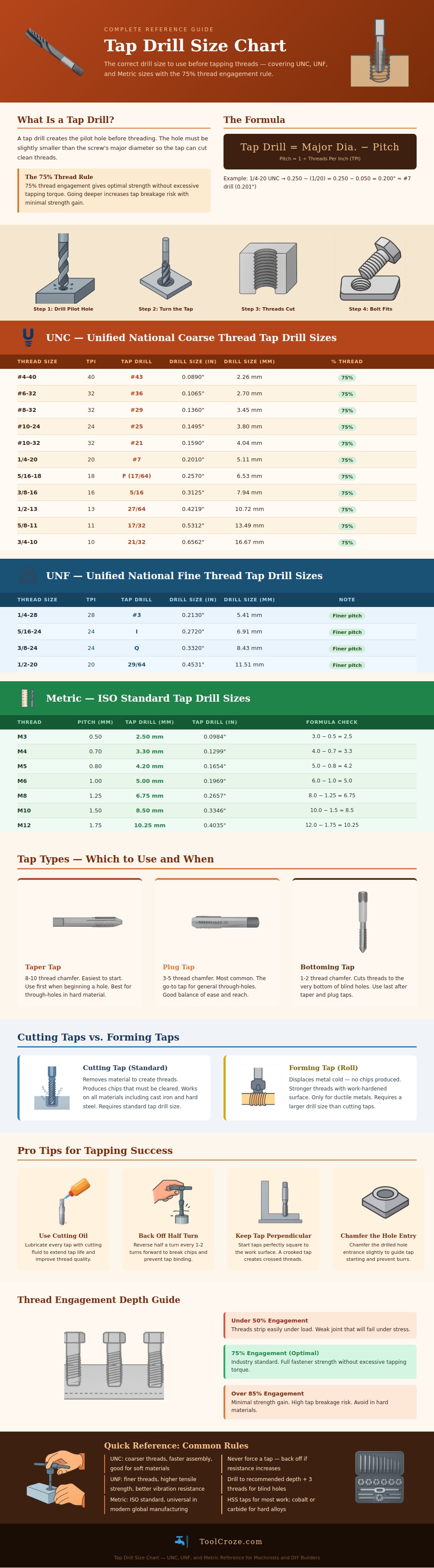
How to Choose the Right Tapping Drill Size
The tapping drill size matches to the minor diameter of the thread. You find it subtracting the thread pitch of the major diameter, that is the thread size. For instance, for metric M6 x 1 you do 6 mm minus 1 mm, so 5 mm for the tapping drill.
For English 3/8-16 thread the calculation is.375 minus.0625, what gives.3125, so 5/16 inches for the tapping drill. At 1/4-20 you share 20 in 1 for.050, later.250 minus.050 match.200, so tapping drill of.200 for around 75% thread depth.
You advise to use tapping drill for 75% thread depth. For coarse thread on imperial screw well operates rule of thumb: 85% of the major diameter. For good thread you take 90% of that diameter.
At metric V-threads major minus pitch gives good tapping drill diameter. With difficult materials, as some stainless steel grades, use 0.50 until 0.60%.
Standard charts for tapping drills covers ACME General Purpose, British Standard Pipe Threads, ISO Metric, ISO Metric J-series, National Pipe Threads and Unified National. Have charts for fractional, metric and numbered screw sizes. All they show decimal matches for precise conversions, commonly with drill sizes for inches and millimeters according to various thread types.
Some is PDF-files of Adobe Acrobat, apt for printing in the workshop. Tapping drill chart listigas standard strikers with diameter and thread spacing. If you have striker and drills and want the most adjacent bit, the chart says you the nearest around 1/64 size.
For #8-32 striker the best is 9/64 drill. At 1/4-20 #7 drill is the apt size.
