In order to successfuly performing TIG welding on stainless steel, it is necessary to adjust the settings for the amperage, gas, and polarity settings of the welding torch. Stainless steels tends to react differently to heat than mild steel. Furthermore, stainless steel conducts heat poorly, meaning that stainless steel retain the heat longer than mild steel.
Thus, you should utilize lower amperage settings for stainless steel than would be used for mild steel. The first of the requirements for welding stainless steel with a TIG welder is the utilization of DCEN (direct current electrode negative) polarity. The use of DCEN polarity allow for the tungsten electrode to remain cool during the welding process while the arc is directed towards the stainless steel.
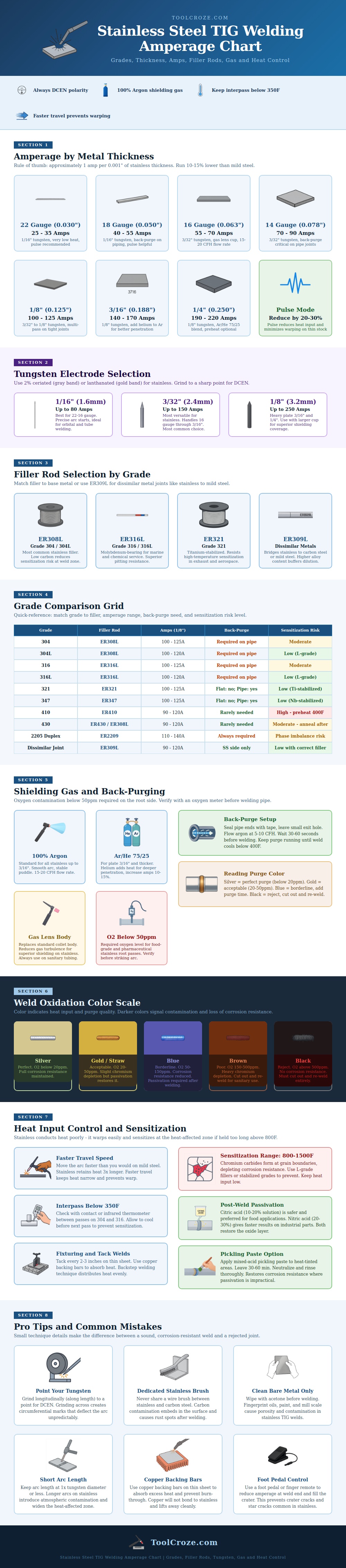
How to TIG Weld Stainless Steel
Argon gases must also be used in the welding process, and only pure argon gas should be utilized. Stainless steel is sensitive to oxygen exposure. Exposure to oxygen within the welding process can lead to the rusting of the stainless steel.
Flow rates for argon gas should be set between 15 and 20 cubic feet per hour. Another adjustment that must be made is the amperage settings for the welding torch. The amperage settings should be adjusted according to the thickness of the stainless steel that is being welded.
A rule of thumb suggest the use of one amp for every thousandth of an inch of the thickness of the stainless steel. For example, if the thickness is 22-gauge and 0.030 inches thick, the amperage should be between 25 and 35 amps. If the thickness is 1/8-inch of stainless steel plate, the amps should be between 100 and 125.
Additionally, you should use 10 to 15% less amperage for stainless steel as compared to mild steel due to it’s ability to retain heat. Too much heat can lead to warping of the metal and sensitization of the metal. Tungsten electrode settings must also be adjusted according to the type of stainless steel that is being welded.
Use 2% ceriated or lanthanated tungsten rods, which have bands of gray or gold on the rods. The welder should ground these tungsten rods to a sharp point along the length of the rod to ensure that the welding arc does not stray from the stainless steel. Another preferred size of tungsten rod is 3/32-inch as this size can be used to weld 16-gauge stainless steel tubing to 3/16-inch plate.
One additional setting that must be adjusted are the specifications for the filler rods. The type of stainless steel must be determined before the proper type of filler rod can be obtained. For 304 or 304L stainless steels, use ER308L rods as they have a low amount of carbon so as to not sensitize the stainless steel.
For 316 stainless steel, use rods with molybdenum that can perform well in salty environments. For stainless steel joints that connect stainless steel to mild steel, use ER308L rods as they will act as a buffer between the two different forms of metal. When welding stainless steel pipes, the use of a back-purge with argon gas is required.
The welder must seal the ends of the pipe and introduce argon gas at a rate of 5 to 10 cubic feet per hour. Allow 30 to 60 seconds for the argon gas to purge the pipe of any oxygen before introducing the meter to analyze the oxygen content in the pipe. The oxygen content must be below 50 parts per million.
If it isnt, the root side of the weld will oxidize. The quality of the weld can be determined by its color after welding. Welds that are silver are considered perfect, straw gold is acceptable, blue weld indicates a need for grinding of the weld, and brown or black weld is considered scrap as it indicates oxidization of the stainless steel.
In addition to adjusting the settings for the welding torch, it is also important to manage the amount of heat that is directed into the stainless steel during the welding process. If stainless steel is exposed to heat between 800 and 1500 degrees F, it can become sensitized. Sensitized stainless steel loses it’s corrosion resistance due to the formation of chromium carbides.
Methods of preventing sensitization of stainless steel include the use of L-grade stainless steel, minimizing heat input during welding, and post-weld citric acid passivation. Methods of managing heat input into stainless steel include increasing the welding speed of the welding torch, using pulse mode, the use of copper backing bars, or the use of the backstep technique. Finally, avoiding certain mistakes when welding stainless steel will ensure the quality of the weld.
Using wire brushes that have been used on mild steel can lead to rusting of the stainless steel. Using too long of an arc in the welding process will allow air to enter the weld and widen the heat affected zone. Finally, ensuring that the tungsten electrode is sharp and stainless steel is cleaned using acetone prior to welding will allow for the creation of an even weld.
You should of used a cleaner tool. The welder should of cleaned the area first.
