🔧 Router Bit Speed Calculator
Calculate the ideal RPM, feed rate, and surface speed for any router bit and material
| Material | Bit Dia. (in) | Rec. RPM | Feed Rate (IPM) | Chip Load / Flute | SFM |
|---|---|---|---|---|---|
| Softwood | 1/4" (0.25) | 22,000 | 88–176 | 0.002–0.004 | 430–580 |
| Softwood | 1/2" (0.5) | 16,000 | 96–160 | 0.003–0.005 | 420–520 |
| Softwood | 3/4" (0.75) | 12,000 | 72–120 | 0.003–0.005 | 350–470 |
| Hardwood | 1/4" (0.25) | 18,000 | 54–108 | 0.0015–0.003 | 350–470 |
| Hardwood | 1/2" (0.5) | 14,000 | 56–112 | 0.002–0.004 | 280–370 |
| Hardwood | 3/4" (0.75) | 10,000 | 60–100 | 0.003–0.005 | 235–390 |
| Plywood | 1/2" (0.5) | 16,000 | 80–128 | 0.0025–0.004 | 420–500 |
| MDF | 1/2" (0.5) | 14,000 | 70–112 | 0.0025–0.004 | 280–365 |
| Acrylic | 1/4" (0.25) | 16,000 | 48–80 | 0.0015–0.0025 | 210–295 |
| Aluminum | 1/4" (0.25) | 12,000 | 24–48 | 0.001–0.002 | 160–235 |
| Aluminum | 1/2" (0.5) | 8,000 | 16–32 | 0.001–0.002 | 105–210 |
| Bit Type | Dia. Range (in) | Flutes | Max RPM | Best For | Notes |
|---|---|---|---|---|---|
| Straight Flute | 1/4" – 1-1/2" | 1–2 | 24,000 | Dadoes, rabbets, grooves | Good for plunge cuts |
| Spiral Upcut | 1/8" – 1" | 2–3 | 24,000 | Thru-cuts, mortises | Pulls chips up; cleaner bottom |
| Spiral Downcut | 1/8" – 1" | 2–3 | 24,000 | Veneered panels, laminates | Pushes chips down; clean top surface |
| Roundover | 1/8" – 3/4" R | 2 | 22,000 | Edge profiling, trim work | Use bearing guide for consistent depth |
| V-Bit (90°) | 1/4" – 1" dia. | 2 | 20,000 | V-grooves, sign engraving | Reduce RPM for deep cuts |
| Flush Trim | 1/4" – 1/2" | 2 | 22,000 | Template routing, laminates | Top or bottom bearing versions |
| Dovetail | 1/4" – 3/4" | 2 | 18,000 | Dovetail joints, T-slots | Slow feed; take light passes |
| Compression Spiral | 1/4" – 3/4" | 2–3 | 24,000 | Plywood, MDF (CNC) | Clean top & bottom surfaces |
| Project | Bit | Material | Rec. RPM | Feed (IPM) | Est. Time |
|---|---|---|---|---|---|
| Cabinet Dado | 1/2" Straight | 3/4" Plywood | 14,000–16,000 | 80–100 | ~15 sec/ft |
| Edge Roundover | 1/4" Roundover | Hardwood | 16,000–18,000 | 60–90 | ~8 sec/ft |
| Sign Engraving | 1/4" V-Bit | Pine | 18,000–22,000 | 60–100 | Varies |
| Flush Trim Laminate | 1/2" Flush Trim | Plywood/Lam. | 16,000–20,000 | 80–120 | ~10 sec/ft |
| Pocket Cut (CNC) | 1/4" Upcut | MDF | 16,000–18,000 | 60–80 | ~20 sec/pass |
| Acrylic Slot | 1/4" O-Flute | 1/4" Acrylic | 12,000–16,000 | 30–60 | ~25 sec/ft |
| Aluminum Groove | 1/4" 2-Flute | 1/4" Alum. | 8,000–12,000 | 20–40 | ~30 sec/ft |
| Dovetail Joint | 1/2" Dovetail | Hardwood | 10,000–14,000 | 30–50 | ~30 sec/pass |
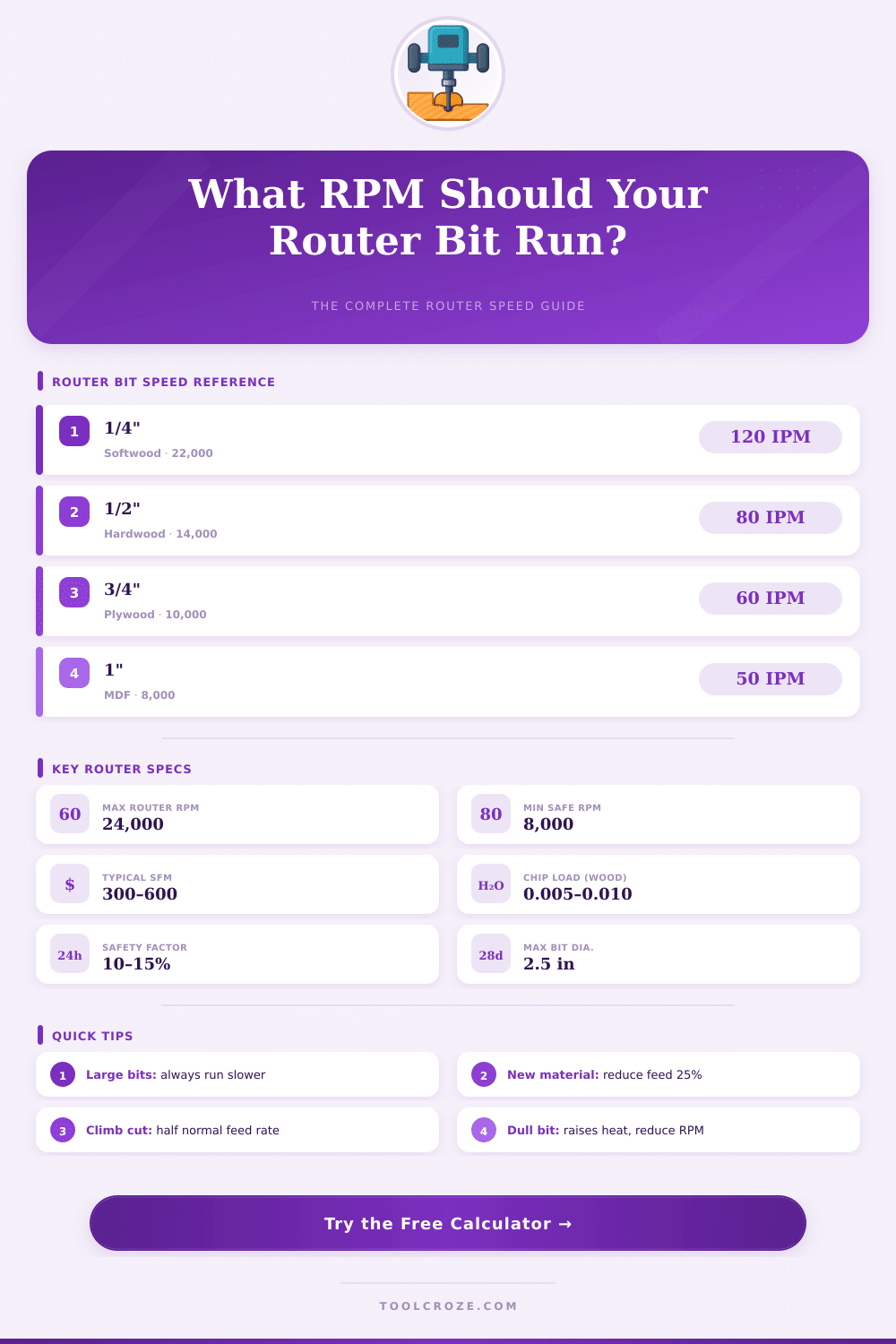
Get the right Router Bit Speed can genuinely change the main quality of the cut. The main rule is quite basic: the bigger the bit the less high must be the Speed. It forms the main guideline for when one works with a Router Bit.
Routers with variable Speed engines usually operate between 8 000 and 26 000 rotations each minute. That range allows to control the Speed according to the bit size, because different bits require different values. Variable Speed routers so work great for handling various Router Bit types.
How to Set Router Bit Speed
Bits of 1 inch or less can spin at maximum of around 24 000 rotations each minute. Those between 1 and 2 inches work at about 18 000 rotations each minute. For bits of 2 to 2.5 inches, around 16 000 rotatinos each minute work well.
And for bits of 3 inches or bigger, one should keep to 12 000 rotations each minute or less.
Here it helps to consider two kinds of Speed. One deals with the Router Bit Speed, the second with the feed Speed, so how quickly one moves the wood against the bit. During profile cuts, one can start with the lowest router Speed and feed the piece in 2 inches each second as good starting point.
Even so it is not exact science, hence getting feeling about it through practice is key.
Now, more key than only the rotations each minute at the shaft is the corner Speed. It points the motion of the knife at the most outer spot away from the central axis. The corner Speed usually reaches around 100 to 120 miles each hour.
Because one can not measure it directly over time, one uses the rotations each minute as watch for it. The cutting happens at the edge, hear genuinely decides everything. The advised Speed values usually aim for corner Speed between 60 and 110 miles each hour.
Sometimes using the highest Speed does not give the best results. Running at full Speed, for instance 23 000 rotations each minute, can cause worse cuts than slowing it to 18 000 or 20 000 rotations each minute. More wise is to start at lower values and go up if the cut does not burn the wood right away.
Small bits, that keep normal router Speed, commonly do not need concern with maximum Speed. Bigger ones, like those for panel cuts, should be marked clearly with their upper limit. The most Router Bit damages come from too weak grip, hitting foreign material or too fast starting above the Router Bit rating.
Also too long use without pause can create troubles. Having fast access beside the router table helps a lot. The cut depth, the Router Bit form and the material types all affect the right choice ofSpeed.
The feed direction matters also for safety.