🦷 Mitsubishi Drill Speed & Feed Calculator
Calculate optimal RPM, feed rate, and cutting time for Mitsubishi carbide drills across all materials
| Material | SFM Range | Feed/Rev 1/4" | Feed/Rev 1/2" | Feed/Rev 3/4" | Coolant |
|---|---|---|---|---|---|
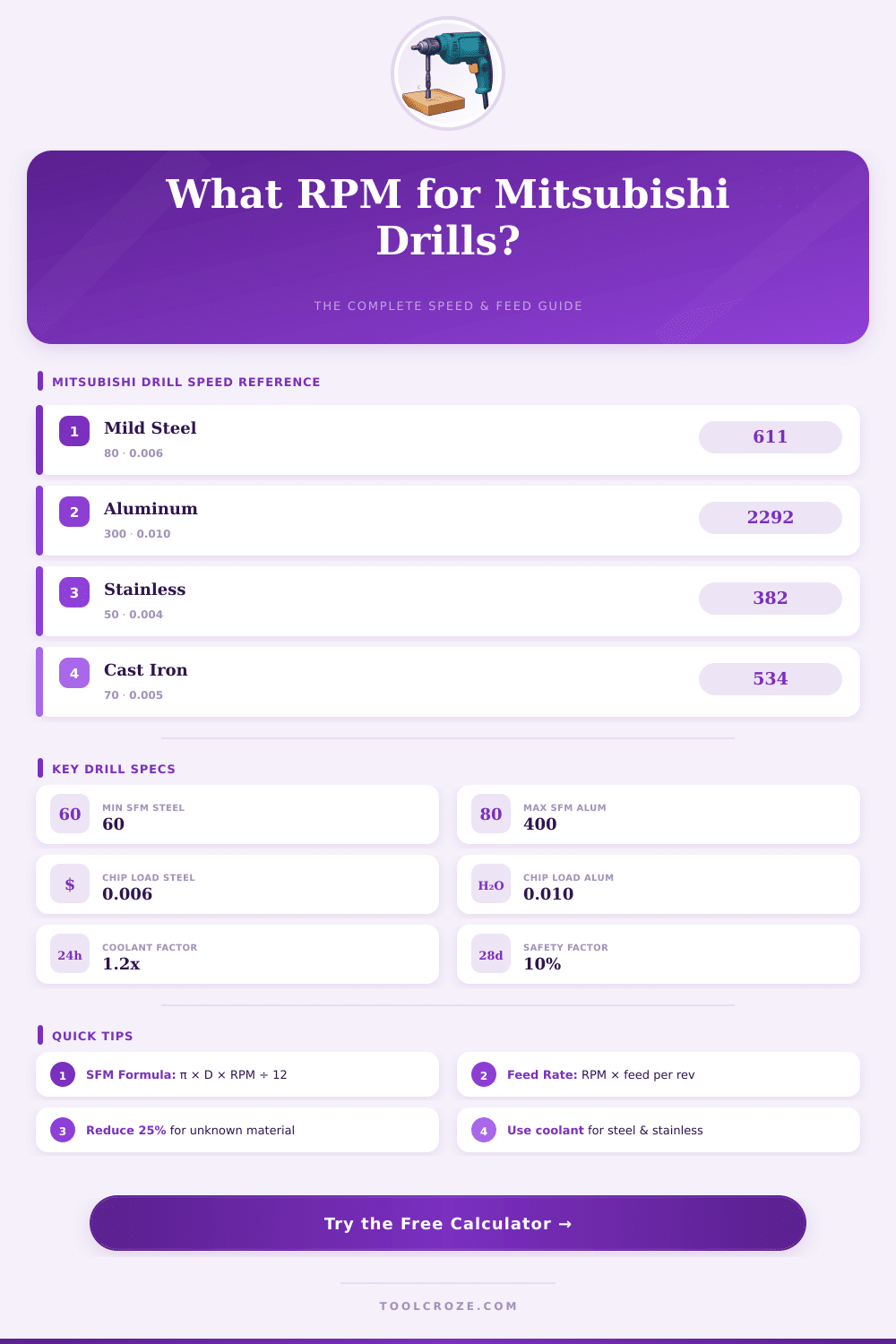
| Mild Steel (1018) | 60–100 | 0.004" | 0.006" | 0.010" | Flood |
| Alloy Steel (4140) | 50–80 | 0.003" | 0.005" | 0.008" | Flood |
| Stainless 304 | 40–60 | 0.003" | 0.004" | 0.006" | Flood |
| Stainless 316 | 30–50 | 0.002" | 0.004" | 0.005" | Flood |
| Cast Iron (Gray) | 60–80 | 0.004" | 0.006" | 0.009" | Dry |
| Aluminum 6061 | 250–400 | 0.008" | 0.012" | 0.018" | Mist/Flood |
| Brass 360 | 200–300 | 0.006" | 0.010" | 0.014" | Dry/Mist |
| Titanium Ti-6Al-4V | 25–50 | 0.002" | 0.003" | 0.004" | Flood |
| Hardwood | 300–500 | 0.010" | 0.016" | 0.022" | Dry |
| Acrylic / Plastic | 300–500 | 0.008" | 0.012" | 0.018" | Dry/Air |
| Series | Diameter Range | Flutes | Point Angle | Best Materials | Max RPM (1/2") |
|---|---|---|---|---|---|
| MWS (Miracle Coat) | 1/8" – 1" | 2 | 140° | Stainless, Alloy Steel | 3,000 |
| MVX (Internal Coolant) | 3/16" – 1" | 2 | 140° | Steel, Deep Holes | 4,000 |
| VPD (Indexable) | 3/4" – 2" | — | 118° | Steel, Cast Iron | 1,500 |
| SZDD (Solid Carbide) | 1/16" – 3/4" | 2 | 135° | Aluminum, Brass | 8,000 |
| WE (High Feed) | 1/4" – 1.5" | 2 | 118° | Mild Steel, Cast Iron | 2,500 |
| DS (HSS-Co) | 1/16" – 1" | 2 | 118° | General Purpose | 3,500 |
| Application | Drill Size | Material | Rec. SFM | Feed/Rev | Est. Time/Hole |
|---|---|---|---|---|---|
| Machine Bolt Clearance | 1/2" (13mm) | Mild Steel 1" | 80 SFM | 0.006" | ~15 sec |
| Tapped Hole M10 | 8.5mm (0.335") | Stainless | 50 SFM | 0.004" | ~18 sec |
| Dowel Pin Hole | 1/4" (6mm) | Hardwood 2" | 400 SFM | 0.010" | ~5 sec |
| Hydraulic Port | 3/4" (19mm) | Aluminum 1" | 300 SFM | 0.014" | ~8 sec |
| Structural Beam Hole | 1" (25mm) | Mild Steel 3/8" | 70 SFM | 0.010" | ~12 sec |
| Printed Circuit Board | 1/16" (1.5mm) | FR4 / Acrylic | 350 SFM | 0.003" | ~2 sec |
When machinists hear “the drill bit”, they usually pick brands like Guhring, YG-1 or Mitsubishi instead of big box stores like Menards or Home Supplies. That shows a lot about the name of Mitsubishi in the world of machining. The company Mitsubishi Materials offers a full series of drills including the MVS, MVE, MFE, MMS, MQS, Wstar, MWS, MZS, MHS, MNS, MHE, MSE, MG Sa Gun-Drill and the swappable tip TAW-drill.
Getting the right Speed and Feed for those drills is very important. Based on cutting Speed, diameter of the drill and the number pi, one finds the spindle RPM. In imperial units, the cutting Speed is measured in SFM, while the diameter of the drill is in inches.
How to Set Speed and Feed for Mitsubishi Drill Bits
In metric units the cutting Speed is measured in metres per minute, and diameter in millimeters.
There is a simple way to count the spindle Feed. One simply multiplies the Feed per revolution by the spindle Speed. For instance, if Feed per revolution is 0.008 IPR and spindle Speed 1350 RPM, then the spindle Feed reaches 10.8 inches per minute.
It is pretty easy math, when one knows the values.
Working with aluminium, a Mitsubishi Drill of 0.078 inches can Feed at 0.008 per revolution. This results in around 13 000 RPM with 104 inches per minute. Those values seem high, but aluminium handles aggressive cutting.
On the other hand, materials more tough, like 4340-steel, change the results. At about 400 SFM with a chip load of 0.006 IPR, the RPM drops to around 1019, with a Feed rate of around 6.1 IPM. Softer steel, like 1018, can create troubles, because brake chips become more complex.
Mitsubishi has a search tool on their website, that allows users too find the right tool based on part number, type of machining, work material and cutting settings. Their new grade DP1020 is meant to last longer across various materials. Drills bigger than six millimeters can use cooling technology called THREE-cooling, that improves the results of machining.
For work with pilot holes, one should start with low spindle Speed, for instance 300 RPM. The long drill should end at 0.5 to 1 millimeter above the bottom of the pilot hole. Later, one can start cutting at the suggested Speed and Feed, using a steady cycle.
In one test they compared drills of Kennametal, Mitsubishi, Sandvik and Walter on nickel superalloy. Two hundred holes were drilled at diameter 9.8 mm in 1.5-inch thick test parts. Every company chose their own Speed and Feed settings.
The results were surprising, though detailed info about the winner was not shared. Mitsubishi also offers online classes about ceramic grades, challenges of solid carbide drilling, and highSpeed machining of aluminium and titanium.
Blue chips show that during drilling the Speed is too high. If the material turns to dust or clumps, that also shows too much Speed. Good cuts form spiral or big chips.