Here is the meaning behind the names: precision machine shops use the ER collet system, which scales in size from big end mills down to tiny engraving bits. The numbering scheme make sense; check out the chart to see how the different sizes and capacity limits scale. And why? It’ll save you money and time by not breaking your tools.
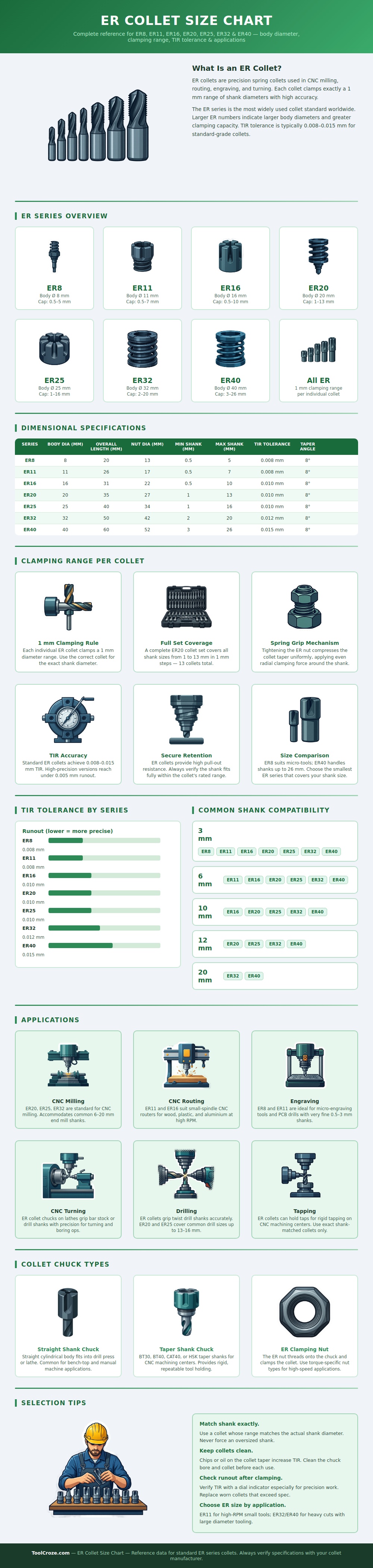
First things first: when you see “ER” followed by a number, it doesn’t represent your tool size; it refers to the body diameter of collet itself. A smaller collet number (e.g. ER11) is in fact physically smaller than a larger-numbered one (e.g. ER32). ER11) is in fact physically smaller than a lower-numbered one (e.g. ER32). Why? Because every collet series have a defined range of clamping diameters. The chart above shows what each size will hold.
Understanding ER Collet Sizes and How to Use Them
For example, the tiniest collets like the ER8 are capable of gripping down to half-a-millimeter shanks. These are perfect for doing some fine engraving or PCB drilling where more precision is needed rather than brute force. At the opposite end of the range we have something like the ER40 which can grip up to twenty-six millimeter shanks. Here, power and stability beat dainty precision.
A common misconception among new machinists is that if they has an oversized collet, they can put any smaller tool into it without issue. This works if sizes are close enough, but using a collet that is too big for a tool can cause runout problems. That’s where the TIR tolerance information from the graphic comes into play.
As we use smaller sizes like the ER8/ER11 collets, the tolerances becomes tighter (about eight microns). As you go up through larger bodies, that tolerance begins to open up a bit. To fifteen microns. It is not a flaw, just how things operate. To precisely cut the same surface, it’s more difficult at larger sizes.
Sticking with the smallest collet size compatible with whatever tool shank your chucking is always the best decision when working at high speeds.
The other thing people tend to forget about (until it’s too late)… Is cleaning. Oil residue and metal chips can accumulate on the taper surface and act as spacers. They moves the collet off-alignment. A good collet won’t work well based off a dirty mating surface. Clean the exterior of the collet and the chuck bore each time you change them. It sucks to do, but it’s the difference between seeing marks from your tools on parts or not.
The second factor is spindle size, which determines your selection. For small CNC routers you generally see ER11 or ER16 chucks, where you want a chuck that can spin really fast but doesn’t vibrate too much. This keeps the center of gravity near the axis. On large milling centers they typically goes with ER32 and up (ER40) because they’re rigid enough for heavy cuts. In the chart we group applications by series, then link them to the typical application they’re used for. You can see that the mid-range sizes ER20-ER25 tend to be used for general purpose, a sort of sweet spot between rigidity and reach.
Don’t jam an oversize shank into a collet. Too large is too large; it won’t slip on easily. Pushing one breaks its spring tension and mangles the steel. It also clamps unevenly with poor grip, which can cause safety issues. That’s why we said to match shank size exactly to the rated range of your collets. Easy as pie, and keeps 99% of mechanical failures at bay.
To sum up, working with ER collets is all about respecting that precise engineering. There’s a reason they perform in a narrow range: because they’re supposed to. Align your tool shank with the proper-sized collet, maintain cleanliness, and let ’er rip. You’ve just unlocked your machine’s true capabilities. And yeah, you remember where that little drill bit went, don’t you?
