When you have a spindle chatter it’s your cue. The tool is not designed for what you are running so there is mismatch in the tool geometry. In this case, you chose an end mill with wrong coating, the wrong number of flutes, or something else. Do you just look through the catalog and pick out an end mill? Wrong. Learn to read what’s needed based off the specifics of work.
What is your material? To make sure there is good chip clearance for soft metals like aluminum, use two flute tools due to the wide gullet that keeps from clogging up. Conversely, a four flute will not allow enough clearance for a good surface finish and often result in built-up edge. For rigid materials such as steel, more cut edges and rigidity are necesary to keep the surface smooth. Plastics, however, require clearance and speed to prevent the part from melting.
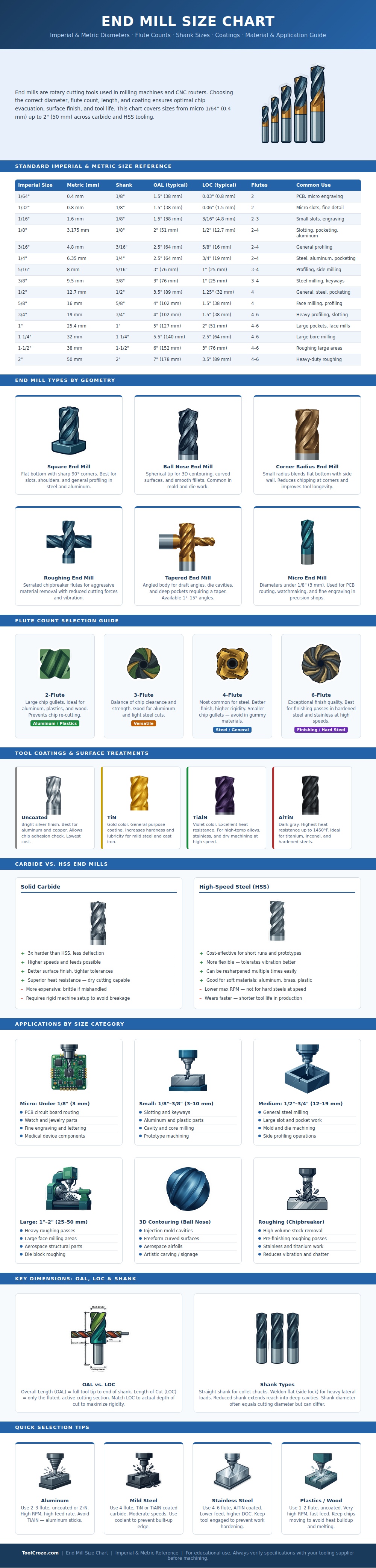
How to Pick the Right End Mill
Now consider its size. You may be tempted to grab biggest tool available for quick work, but always keep in mind what machine can handle. The bigger tools; like a half-inch end mill, can withstand aggressive depth of cut settings, yet they won’t fit inside tight internal corner. Your drawing includes some sharp corners at right-angles? Then you’ll want a small tool such as a 1/16-inch or smaller that can get down there into the details. Such small mills is fragile things so they require strict set-ups. Any deflection and the tool snaps off.
What you choose to coat your cutters with makes a big difference and most hobbyist don’t think about it. Aside from looking good, the main purpose of a gold titanium nitride finish is its lower coefficient of friction on cast irons and mild steels. For higher temperature alloys and stainless steel, a harder coating such as aluminum titanium nitride will be necesary. Choose your coating based off appearance or heat produced, not just appearance. Non ferrous metals aren’t as much of an adhesion problem so uncoated works best there.
The other factor is material choice, longevity vs. Budget. High speed steel will bend where solid carbide won’t under pressure and it forgive sloppy clamping. But if you’re running into hard steel, don’t run it dry or drop it. Carbide will last a very long time. Carbide has an up-front cost that pays for itself over time when there’s less downtime in a production environment. If you’re working on weekend projects with aluminum brackets, go ahead and use high-speed steel because you might snap one and you’ll still be okay.
Make sure the tool can withstand what your machine can handle. Last but not least, consider the end mill’s form. A ball nose end mill will carve a curve but it leave behind scallops when fed at wrong stepover. A square end mill creates a clean bottom in a pocket or slot. Wavy fluted roughing tools does a great job breaking up chips and thus minimizing vibration when taking lots of material out. Finishing to tolerance or just removing bulk material is what determines your choice of form.
Getting it right Selecting an end mill is an art form. To select the correct end mill, choose the right size based off your equipment’s ability. You also need to select the correct number of flutes based on chip load and the correct coating for the job based on heat. If all of this comes together, you will have smooth cutting with no chatter. This leads to a nice cut without battling machine.
