How about the dowel pins you had that stuck in holes that appeared to be the right size? You shoved on them but they wouldn’t go. That’s because most of us look at slip fit charts as a number match thing. If the numbers are a match then everything will work just fine. A thousandth of an inch makes all the difference in the world; smooth insertion vs. It is a forced insertion. But who can feel a thousandth of an inch? It makes all the difference on the success of assembly.
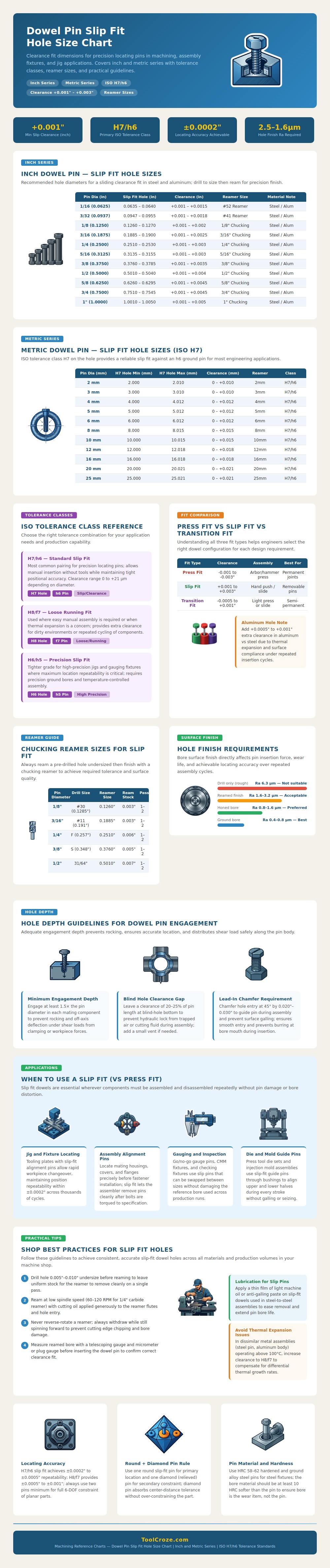
As infographic illustrates, your clearance requirements vary by pin size. You might have a tiny sixth-inch pin or maybe even an inch-sized locating rod. When working with typical steels, you typically need a minimum clearance of roughly a thousandth to five thousandths of an inch based off diameter. Though this may not seem like much in precision machining, these thousandths are what show the difference between ruin and repeatability. That same logic hold true for metric sizes using h6 ground pins combined with tolerance class ISO H7. To compensate for thermal effects and manufacturing variances, the allowable clearance rise a bit as the pin grows larger. It’s all engineering geometry, and it keeps things lined up without locking them together.
Why You Need the Right Gap for Your Pins
Know what you are trying to accomplish first To see how this applies consider this example: Are you making a permanent joint? Look at a press fit. It is interference, not clearance. Or maybe you’re building a jig fixture that requires periodic maintenance. In that case, a slip fit is really the only option here. Why? You don’t want to have to bring out your arbor press every time you want to assemble something. Your assemblers can does his/her work manually, using only a slip fit. And the slip fit will preserve both the pin and the hole over thousands of cycles. That’s why you find this type of fitting used on high volume production runs such as tooling plates where forcing them into tight tolerances would of cause them to gall together eventually and compromise their integrity.
Finding the proper diameter from the chart isn’t all there is to getting the proper slip fit; it also takes respecting the surface finish within the hole. Even if a hole is precisely sized, it’s too rough to be a bearing surface for precision pin. A drill bit makes rough peaks and valleys that cause friction points, which add wear and decrease locating accuracy. Reaming is not negotiable. Drill slightly undersized and finish with a chucking reamer to smooth out the bore. According to infographic, you need to allow enough extra material so the reamer can clean up the surface in one or two passes. This is typically three to seven thousandths of an inch, depending on size. When withdrawing the reamer, you should never reverse its rotation because this will chip the cutting edges and ruin the finish.
Diameter isn’t everything; it’s also about the roughness of the surface. Bore grinding or honing results in a much smaller Ra value, which mean it is smoother. This leads to less friction and improved alignment stability. Your bore must be smooth enough so that the pin doesn’t dig in over time, converting a slip fit into a binding situation.
Aluminum responds more to temperature change and has different thermal expansion properties than steel, so you should of had a bit more clearance on aluminum components. The chart suggests accounting for this by adding an additional 1/2, 1 thousandth clearance because of its softer nature. That little bit makes all the difference when dealing with fluctuating temperatures and seized pins.
The geometry of engagement is something else to think about. To be able to resist shear loads well, there has to be enough depth to the pin. At a minimum, have a pin engage both parts with at least 1 ½ diameters of pin. That keeps the pin in place when the parts are clamped together and stops rocking. Be sure to leave a little room at the bottom of blind holes so you don’t get hydraulic lock due to the trapped cutting fluid or air. Always chamfer the entrance for smooth sliding into place too. It seems like trivial things until you’re trying to set a jig down that doesn’t sit flush on the bench because one corner is up a thousandth of an inch.
Use the correct amount of clearance. Take into account the surface finish. Get the hole size just right. Then your pin slides in quiet and holds everything in place exactly as intended.
