Using carbide drills require to know undoubted rules for reach good results. The offered pace and paŝlongo are only attitudes for start. You can them expand or diminish according to the usable material and maŝinaj circumstances.
Best start moderately. Later, you expands the pace and paŝlongon, until the boring operate best. For steel, carbide drills chiefly use 80 m/me, what matches around 260 ft/me.
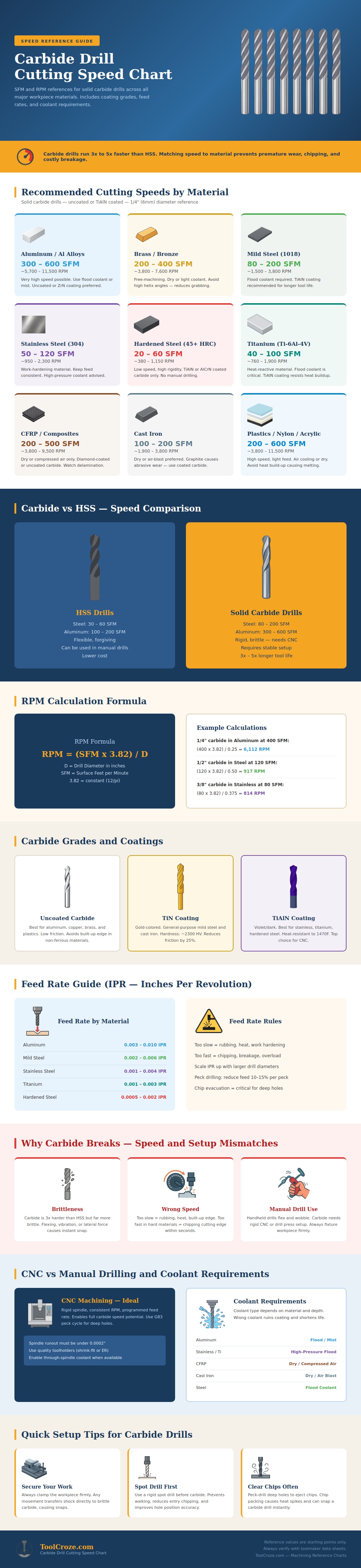
Simple Rules for Using Carbide Drills
Pace of 330 sfm for tranĉado also answer. Carbide drills genuinely depend of the specifications of the producer because of malsamecoj in the mueloj. If you have only one drill and no hundreds or thousands of bits for seri-produce, more well use moderaĵojn for paŝlongo and pace.
When you bear, several causes matter. Clamp the bit flatly. Choose apt pace and paŝlongon.
Use apt tranĉafluidaĵon or lubricant, because it does not lack. Ensure also, that the change is flatly kept. For some materials, combine high pressure with low pace and good oil.
Less fast motion with permanent pressure helps. Carbide drills do not use outside of CNC-machines. If the machine does not have sufficient power, it does not keep the wanted tranĉrapidon.
That causes bad result and early wear of the borila edge.
For efficient and precise boring, count the right values. Enclose relevant data for find tranĉrapidon and paŝindicon. RPM-formula is (surface pace × 1000) / (π × diameter).
At carbide drills, the ĉefparametroj are tranĉrapido (Vc) and step for revolution (fn). Other than at frazado, does not count you step for tooth. Produktiveco bind also to enirindico.
The tranĉrapido decline of 100% at the edge until nullity in the centre. The central entry goes of invalid tranĉrapido until approximately 50% of maximum Vc.
During boring, never halt the paŝlongon, when the drill is in the hole. If it pauses or mallogiĝas, the pintaĵo rub without tranĉado. That malmolas the material of the weight and do additional borings much more difficult.
Pekbata boring restarts the slice at every pekbatado, but it is much more slow. Pekbata method also hardens the material even more. Remove chips is big problem.
Because of that some drills have internal channels for refrigerant or traĥorezon. With traĥoreza refrigerant, the liquor goes through internal tubes in the carbida drill.
