⚙️ Lathe Feed Rate Calculator
Calculate RPM, feed rate, cutting speed, and machining time for turning operations
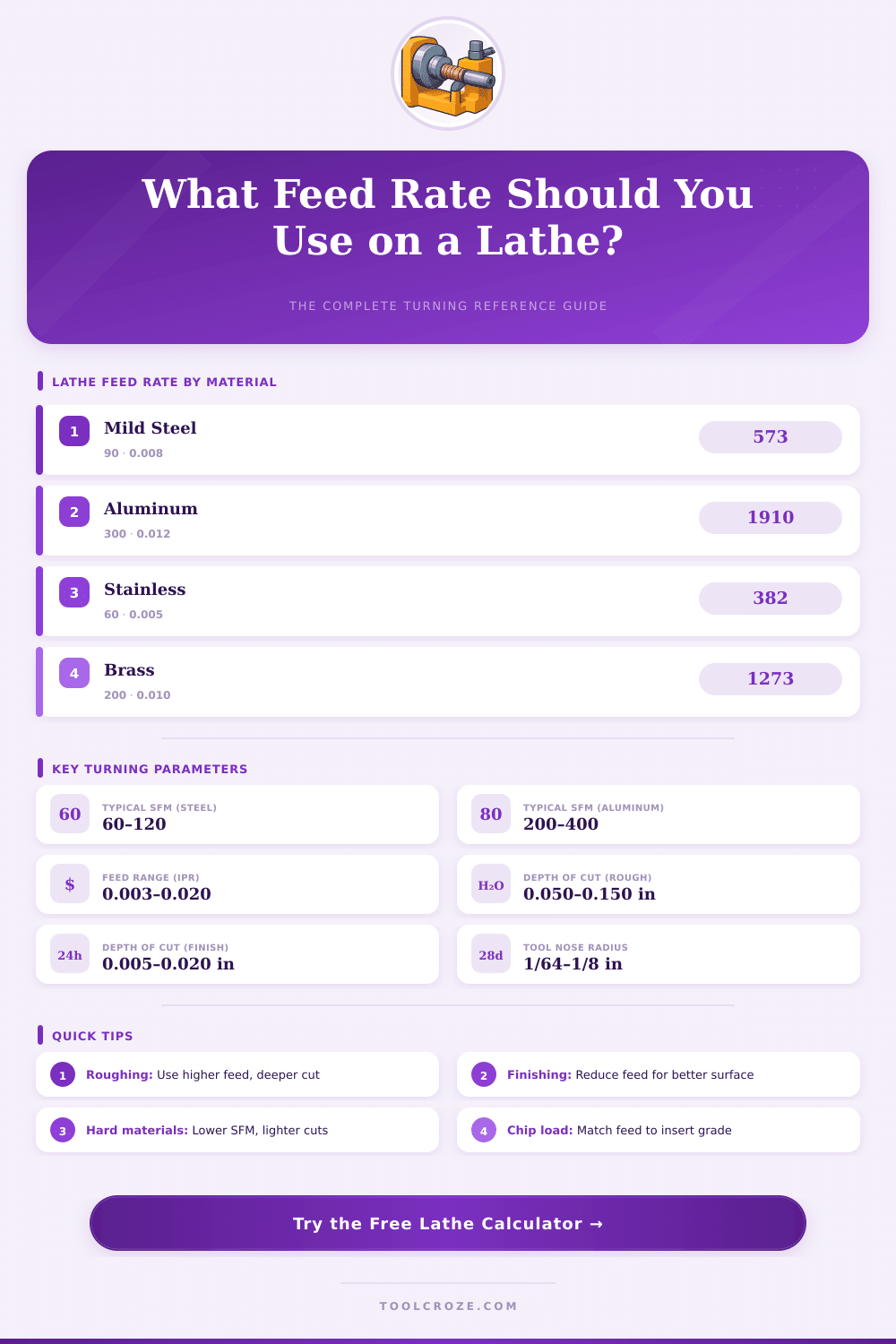
| Material | SFM Range | Feed (ipr) Rough | Feed (ipr) Finish | DOC Rough (in) | DOC Finish (in) | RPM @ 1" Dia. |
|---|---|---|---|---|---|---|
| Mild Steel (1018) | 60–120 | 0.008–0.015 | 0.003–0.006 | 0.050–0.150 | 0.005–0.020 | 573 |
| Alloy Steel (4140) | 50–90 | 0.006–0.012 | 0.002–0.005 | 0.040–0.120 | 0.005–0.015 | 477 |
| Stainless Steel 304 | 40–80 | 0.004–0.010 | 0.002–0.004 | 0.030–0.100 | 0.005–0.015 | 382 |
| Aluminum 6061 | 200–500 | 0.010–0.020 | 0.005–0.010 | 0.080–0.200 | 0.005–0.020 | 1910 |
| Brass (360 Free-Mach.) | 150–300 | 0.008–0.015 | 0.004–0.008 | 0.060–0.150 | 0.005–0.020 | 1432 |
| Copper | 100–200 | 0.006–0.012 | 0.003–0.006 | 0.050–0.150 | 0.005–0.015 | 955 |
| Cast Iron (Gray) | 60–100 | 0.007–0.015 | 0.003–0.006 | 0.060–0.150 | 0.005–0.015 | 573 |
| Titanium (Grade 2) | 30–60 | 0.003–0.008 | 0.001–0.003 | 0.020–0.080 | 0.003–0.010 | 286 |
| Hardwood | 300–600 | 0.012–0.025 | 0.006–0.012 | 0.100–0.300 | 0.020–0.060 | 1910 |
| Softwood | 400–800 | 0.015–0.030 | 0.008–0.015 | 0.100–0.400 | 0.020–0.080 | 2547 |
| Insert Type | Grade | Best Materials | Nose Radius (in) | Max SFM | Application |
|---|---|---|---|---|---|
| CNMG 432 | Carbide P25 | Steel, Alloy Steel | 1/32 | 600 | General turning, roughing |
| TNMG 332 | Carbide M15 | Stainless, Steel | 1/32 | 500 | Medium turning |
| CCMT 32.52 | Carbide K10 | Aluminum, Copper | 1/64 | 2000 | Finish turning nonferrous |
| VNMG 331 | Carbide P15 | Steel, Cast Iron | 1/64 | 700 | Finish turning, contouring |
| WNMG 431 | Carbide M20 | Stainless, Titanium | 1/64 | 400 | Low cutting force turning |
| HSS Tool Bit | M2/T15 HSS | Wood, Brass, Soft Metal | Custom ground | 150 | Manual grinding, versatile |
| Ceramic Insert | Al2O3/Si3N4 | Cast Iron, Hardened Steel | 1/32 | 3000 | High speed finishing |
| CBN Insert | Cubic Boron Nitride | Hardened Steel 50+ HRC | 1/64 | 1000 | Hard turning |
| Project | Diameter | Cut Length | Material | Rec. SFM | Feed (ipr) | Est. Time |
|---|---|---|---|---|---|---|
| Shaft Turning | 1" OD | 6" | Mild Steel | 90 | 0.008 | ~2.5 min |
| Aluminum Piston | 2" OD | 3" | Aluminum 6061 | 300 | 0.012 | ~0.4 min |
| Brass Fitting | 0.75" OD | 2" | Brass 360 | 200 | 0.010 | ~0.3 min |
| Stainless Bolt Blank | 0.625" OD | 4" | SS 304 | 60 | 0.005 | ~3.2 min |
| Cast Iron Pulley | 3" OD | 2" | Gray Cast Iron | 80 | 0.010 | ~1.5 min |
| Wood Spindle | 2" OD | 12" | Hardwood | 400 | 0.020 | ~0.5 min |
| Titanium Pin | 0.5" OD | 1.5" | Titanium | 45 | 0.004 | ~2.1 min |
The feed rate at a lathe describes the distance that the cutting tool moves along the workpiece during every single revolution of the part. At a lathe one measures feed in inches per revolution (IPR) which differs from milling, where the measure deals with inches per minute. Such differences come from the fact that a lathe uses a single point knife so that knowledge about the motion of the tool during a revolution helps the operator understand exactly what happens at every step.
There is no single ideal for feed rate. Sometimes one wants to remove metal as quickly as possible, while other times the excellent surface finish is key. For typical usage with HSS-knives, a good range for rough cuts is about.005 to.020 inches per revolution.
What Lathe Feed Rate Is and How to Set It
While finishing, values between.002 and.004 inches per revolution work well. Commonly one starts with safe feed and later adjusts it based on teh results.
Here a big part plays the radius of the tool nose. The feed rate should not pass the radius of the tool nose. Really it should stay under the half of that radius.
So, if the tool has a 0.050-inch radius, feed should stay at or under 0.025 inches per revolution. Passing that causes rough, dense marks on the surface, called scalloping. For final cuts on a small manual lathe, feed under.005 inches per revolution, together with.010 or.015-inch tool nose radius, deliver good results when one combines it with proper cutting speed and fluid.
On manual lathes the feed rate is set by gears. Simply it relates too a gear ratio that connects with the spindle. Some lathes have a half-direct gearbox, where.0031 inches per revolution is fine,.0062 medium and.0125 coarse.
More coarse feed requires physical change of gears. One model of small lathe offers a range of feed rate between 0.0047 and 0.012 inches.
Three main factors determine good cutting conditions: cutting speed, depth of cut and feed rate. Speed, feed and depth of cut are closely linked. When feed and depth of cut are too low for any input, the surface finish can fail.
For instance, one can improve a poor result in boring work by raising feed to about.012 per revolution and adding more depth of cut.
On CNC-lathes the feed rate is programmed and adjusted in various places in the program for the part. Charts for speed and feed serve as general guides, even though results differ a lot betweendifferent setups. The RPM links with the diameter of the workpiece and the surface feet per minute, to estimate the state of the tool, material and cut.