⚙️ GT2 Belt Length Calculator
Calculate exact GT2 belt length and tooth count for 3D printers, CNC machines, and motion systems
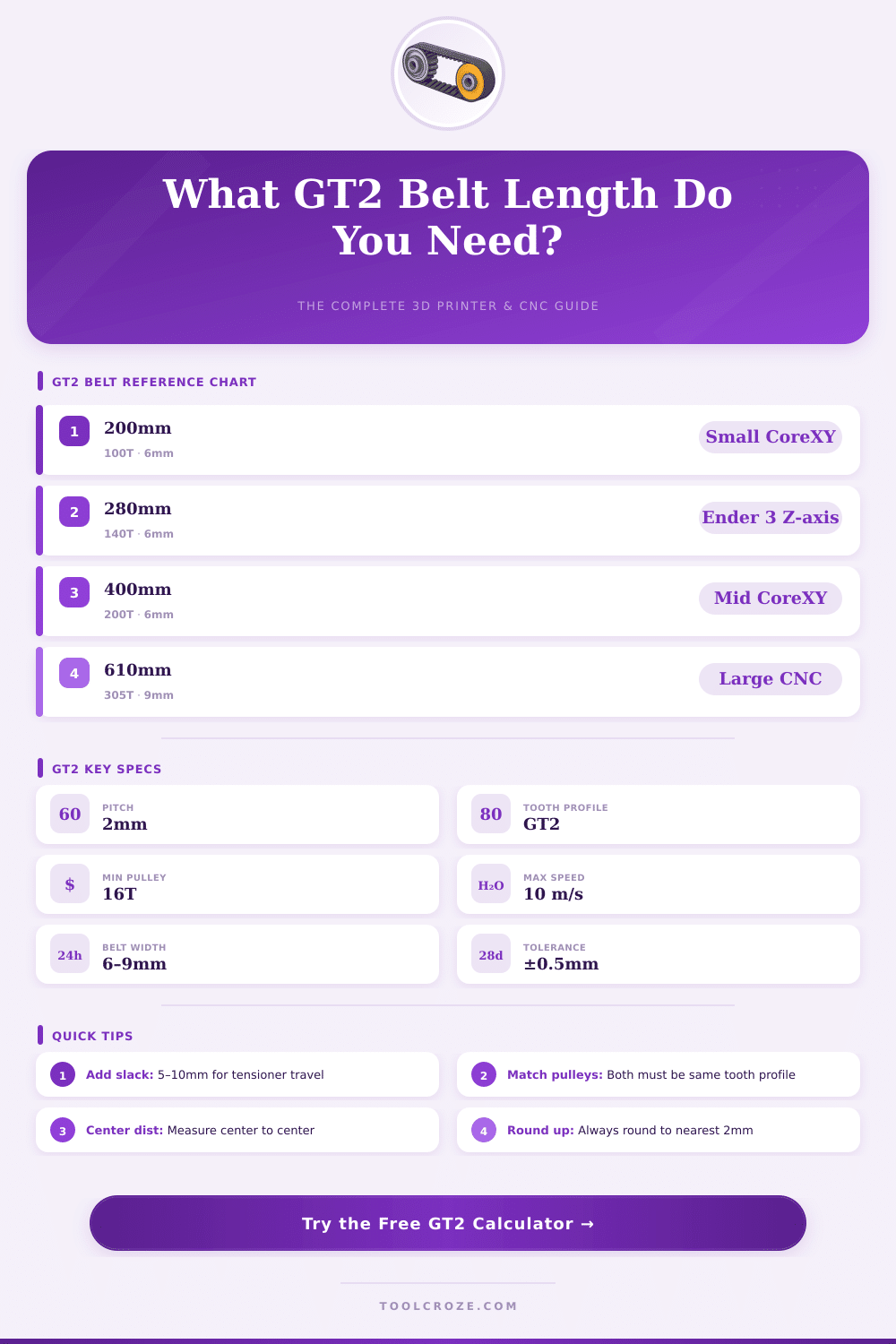
| Belt Length | Tooth Count | Width Options | Typical Application | Center Dist. (equal pulleys) |
|---|---|---|---|---|
| 110mm | 55T | 6mm | Small Z-axis, Extruder | ~23mm |
| 158mm | 79T | 6mm | Compact Z-axis | ~43mm |
| 200mm | 100T | 6mm, 9mm | CoreXY motor mount | ~63mm |
| 280mm | 140T | 6mm | Ender 3 Z-axis | ~103mm |
| 400mm | 200T | 6mm, 9mm | Mid-size CoreXY | ~163mm |
| 530mm | 265T | 6mm | CR-10 X/Y axis | ~228mm |
| 610mm | 305T | 6mm, 9mm | Large CNC axis | ~268mm |
| 852mm | 426T | 6mm | Large-format printer | ~389mm |
| Tooth Count | Pitch Diameter (mm) | Outside Dia. (mm) | Belt Width Compat. | Typical Use |
|---|---|---|---|---|
| 16T | 10.19 | 10.9 | 6mm, 9mm | Compact drive, idler |
| 20T | 12.73 | 13.6 | 6mm, 9mm | Standard 3D printer drive |
| 24T | 15.28 | 16.1 | 6mm, 9mm | High-speed axis |
| 30T | 19.10 | 20.0 | 6mm, 9mm | Z-axis, high torque |
| 36T | 22.92 | 23.9 | 9mm, 15mm | Large CNC drive |
| 40T | 25.46 | 26.5 | 9mm, 15mm | Heavy-duty CNC |
| 60T | 38.20 | 39.2 | 15mm | Low-speed, high-torque |
| 80T | 50.93 | 52.1 | 15mm | Very large CNC systems |
| Belt Width | Max Tension | Max Power (at 5m/s) | Rec. Pretension | Weight (g/m) |
|---|---|---|---|---|
| 6mm GT2 | 75 N | 375 W | 15–25 N | ~9 g/m |
| 9mm GT2 | 120 N | 600 W | 20–35 N | ~14 g/m |
| 10mm GT2 | 130 N | 650 W | 25–40 N | ~15 g/m |
| 15mm GT2 | 200 N | 1000 W | 40–60 N | ~22 g/m |
| 6mm GT3 | 90 N | 450 W | 18–30 N | ~11 g/m |
| 9mm GT3 | 150 N | 750 W | 30–50 N | ~16 g/m |
| Machine / Axis | Drive Pulley | Center Distance | Belt Length | Belt Width |
|---|---|---|---|---|
| Ender 3 X-Axis | 20T | ~228mm | ~500mm open | 6mm |
| Ender 3 Y-Axis | 20T | ~235mm | ~530mm open | 6mm |
| CR-10 X/Y | 20T | ~300mm | ~680mm open | 6mm |
| Prusa i3 X-Axis | 16T | ~250mm | ~550mm open | 6mm |
| Voron 2.4 (250mm) | 20T | ~180mm | ~400mm loop | 6mm |
| Voron 2.4 (350mm) | 20T | ~250mm | ~560mm loop | 6mm |
| CNC Router 500mm | 20T | ~460mm | ~980mm open | 9mm |
| Delta Tower (250mm) | 20T | ~350mm | ~760mm open | 6mm |
Always add 5–15mm to your calculated belt length for tensioner travel. For printers with spring tensioners, 10mm is standard. For manual eccentric tensioners, 5mm is usually sufficient. This extra length ensures you can achieve proper belt tension after assembly.
Open belt length = 2 × Center Distance + π × (D1 + D2) / 2 + (D2 – D1)² / (4 × C). For closed-loop belts (like CoreXY), the belt must form a complete loop — order the nearest standard size and adjust center distance to match. Belt tooth count must be an integer; fractional teeth cause skipping.
GT2 belts commonly appear in 3D printers, CNC machines and robotic projects. They have tooth spacing of 2 mm, so the teeth are separated by 2 mm one from the other. Usually one uses a width of 6 mm but some favor 9 mm wide belts for more grip.
Compared to HTD belts, the 2 mm step of GT2 makes them fit for tight spaces, for instance in robotic gearboxes, where one can escape big gears.
GT2 Belts: Uses, Sizes and How to Measure
To count the right length of a gt2 belt, there can be a bit of confusion. A gt2 belt that is closed loop and listed as 400 mm long will measure around 400 mm, not only 200 mm between two spots. One measures the length along the pitch line, which is the edge of the belt at its center.
To find it, one simply multiplies the number of teeth by the step. For instance, a belt with 582 teeth and 2 mm step results in 1164 mm lenght.
GT2 belts come in closed loop and open end variants. Open end belts are sold by the metre or by the foot, and they arrive as one long strip. That type works well for machines that move forward and backwards without need of a full loop around the pulleys.
Closed loop belts are made before in set sizes.
Certain machines require precise lengths. For instance, one model of printer requires an 833 mm belt for the X-axis and 666 mm for the Y-axis. Another version of the same printer uses an 898 mm long X-axis.
Also a 950 mm gt2 belt commonly appears in 3D printers.
It is possible to use online calculators that help to figure out the distance between the centers of pulleys. One way is to enter the number of teeth on pulleys and the length of the belt to get the write central distance. A practical method is to string a cord along the path of the pulleys, tie it and use that as a rough inner length for the belt.
In CAD programs, one can design pulleys with the right pitch radius and lines between them, which also works well.
When choosing the size of a belt, it is better to round up to the next available tooth number than down. A belt that is too short will cause tension problems. A tensioner can make up for a small amount of slack.
Some lengths of belts are unusual and hard to find, so adding an idler pulley on the non-moving side commonly solves the issue.
GT2 belts are made of materials like neoprene with fiberglass strings or polyurethane with steel strings. Both kinds work for uses with low load. Right tension of the belt is key, enough to escape skipping of teeth, but no more.
GT3 belts are seen as better than GT2, but they lack inquite a lot of long versions for the most common CoreXY style machines.