🦠 Carbide Drill Feed & Speed Calculator
Calculate exact RPM, feed rate, cutting speed, and cycle time for solid carbide drills
| Material | Rec. SFM | RPM @ 1/4" | RPM @ 1/2" | Chip Load/Flute | Feed @ 1/4" (IPM) |
|---|---|---|---|---|---|
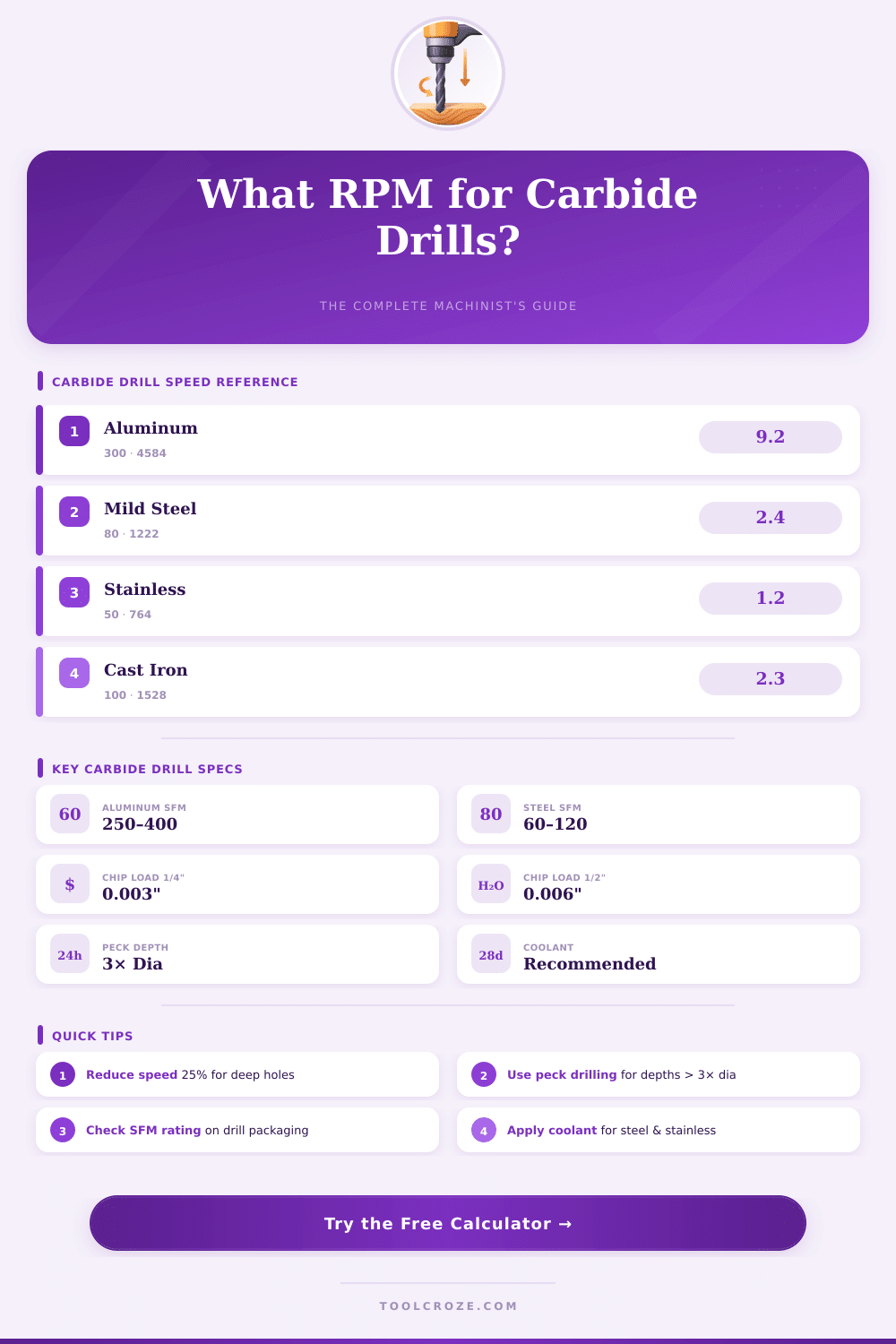
| Aluminum 6061 | 300–400 | 4584–6112 | 2292–3056 | 0.003–0.005" | 27–45 |
| Mild Steel 1018 | 60–120 | 917–1833 | 459–917 | 0.002–0.003" | 3.7–11 |
| Stainless 304 | 30–60 | 458–917 | 229–459 | 0.001–0.002" | 0.9–3.7 |
| Cast Iron | 50–80 | 764–1222 | 382–611 | 0.002–0.003" | 3–7.3 |
| Titanium Ti-6Al-4V | 20–40 | 306–611 | 153–306 | 0.001–0.002" | 0.6–2.4 |
| Copper / Bronze | 150–250 | 2292–3820 | 1146–1910 | 0.003–0.004" | 13.8–30.6 |
| Brass | 200–350 | 3056–5348 | 1528–2674 | 0.003–0.005" | 18.3–53.5 |
| Tool Steel D2/H13 | 40–70 | 611–1069 | 306–535 | 0.001–0.002" | 1.2–4.3 |
| Hardwood | 400–700 | 6112–10,690 | 3056–5348 | 0.006–0.010" | 73–214 |
| Acrylic / Plastic | 200–400 | 3056–6112 | 1528–3056 | 0.004–0.008" | 24.4–97.8 |
| Drill Diameter | Flutes | Point Angle | Recommended Materials | Max SFM | Coolant |
|---|---|---|---|---|---|
| 1/16" (1.6mm) | 2 | 118° | Aluminum, Brass, Plastic | 500 | Optional |
| 1/8" (3.2mm) | 2 | 118° | Most metals, wood | 450 | Recommended |
| 3/16" (4.8mm) | 2 | 118°–135° | Steel, stainless, aluminum | 400 | Required for steel |
| 1/4" (6.35mm) | 2–3 | 135° | All metals, hardwood | 400 | Required for steel |
| 5/16" (7.9mm) | 2–3 | 135° | All metals | 380 | Required |
| 3/8" (9.5mm) | 2–4 | 135° | All metals, composites | 350 | Required |
| 1/2" (12.7mm) | 2–4 | 135° | All metals | 300 | Required |
| 3/4" (19.1mm) | 2–4 | 135° | Aluminum, soft metals | 250 | Required |
| 1" (25.4mm) | 2–4 | 135°–150° | Aluminum, brass | 200 | Required |
| Scenario | Drill Dia | Material | Rec. RPM | Feed Rate | Cycle Time |
|---|---|---|---|---|---|
| Bolt hole in aluminum plate | 1/4" | Aluminum 6061 | 4,580 | 27 IPM | ~0.05 min |
| Tapped hole in mild steel | 3/8" | Mild Steel | 917 | 5.5 IPM | ~0.14 min |
| Stainless bracket hole | 1/4" | SS 304 | 458 | 1.8 IPM | ~0.22 min |
| Cast iron block port | 1/2" | Cast Iron | 611 | 3.7 IPM | ~0.16 min |
| Titanium aero part | 3/16" | Titanium | 458 | 0.9 IPM | ~0.33 min |
| Brass fitting hole | 5/16" | Brass | 3,056 | 18 IPM | ~0.04 min |
When hole depth exceeds 3x the drill diameter, use peck drilling cycles. Reduce feed rate by 25% and retract to clear chips every peck increment. For depths over 5x diameter, reduce speed by 15–20% as well to prevent drill deflection and breakage.
Always verify your calculated SFM falls within the tool manufacturer’s specified range before starting. For unknown material hardness variations, start at 75–80% of calculated feed rate and increase gradually. Monitor chip color: blue/purple chips indicate excessive heat in steel — reduce speed immediately.
Picking the right feed for a carbide drill is really important. If it is too slow, the drill only rubs instead of cuts. When too fast, problems can happen fast.
The ideal ranges depend on the material, the size of the drill and the setup.
How to Pick Speeds and Feeds for Carbide Drills
A good starting spot is to use a feed rate of 0.001 inches each turn for every 1/16-inch of the drill diameter, plus-minus 0.001 inch overall. For the speed, one can start with 80 surface feet for small tasks in material of 100 Brinell hardness. That pace one must drop by 10 surface feet for every extra 50 Brinell points.
A quarter-inch drill gives a feed of 2 to 3 percent of its diameter, what ensures steady and not too big a load.
Carbide drills fit to higher paces than HSS drills. The most carbide drill options for steel reach around 80 metres per minute, what matches to about 260 feet per minute. Some sources point to a range of 70 to 140 metres per minute, depending on the kind of steel.
HSS drills limit to feeds between 4 and 8 inches per minute, but carbide drills can reach four tiems more, so 16 to 32 inches per minute.
A 12-millimetre carbide drill spins between 1500 and 4000 RPM, depending on the model. Always check the maker’s advice about paces and feeds, and start 10 percent more slowly. A 15-millimetre drill in average steels handles 100 to 140 metres per minute with feeds of 0.25 too 0.35 each turn.
Using bigger feeds and paces with carbide drills, one shortens the time per hole. They also stretch the life of the tool compared to uncoated carbide or coated HSS. The holes come out more straight, rounder and with better surface.
The removal of material goes more smooth.
Even so carbide is hard and unforgiving. If it overloads or bends, it does not simply break like HSS drills. It can shatter.
So it works best for rigid setups, like milling machines. The main benefit of carbide is resistance against heat, what means those bigger paces and feeds.
One commonly errs with small drills, using them too slowly instead of too quickly. In strong alloy with a sharp pace of around 40 feet per minute, a 1/32-inch drill needs 1200 to 1300 RPM. If one follows gut feeling and goes half as slowly, or even less, problems appear.
Material plays a big role also. Stainless steel like 304 hardens, so a good feed rate is key. With 304 going too gentle can hurt.
When one cuts, cut well. Plenty of coolant boosts the skill of carbide drills to cut thick plates without trouble. Big drills in the range of 30 to 50 mm scare folks, because the sharp pace at theouter edge grows fast when the diameter grows.