Welding Time Calculator
Estimate weld arc time, effective shop time, tack and setup allowance, duty cycle cooling breaks, and total labor hours for MIG, TIG, stick, flux-core, and submerged arc work.
Calculation Breakdown
| Process | Common travel speed | Typical arc-on factor | Duty cycle planning |
|---|---|---|---|
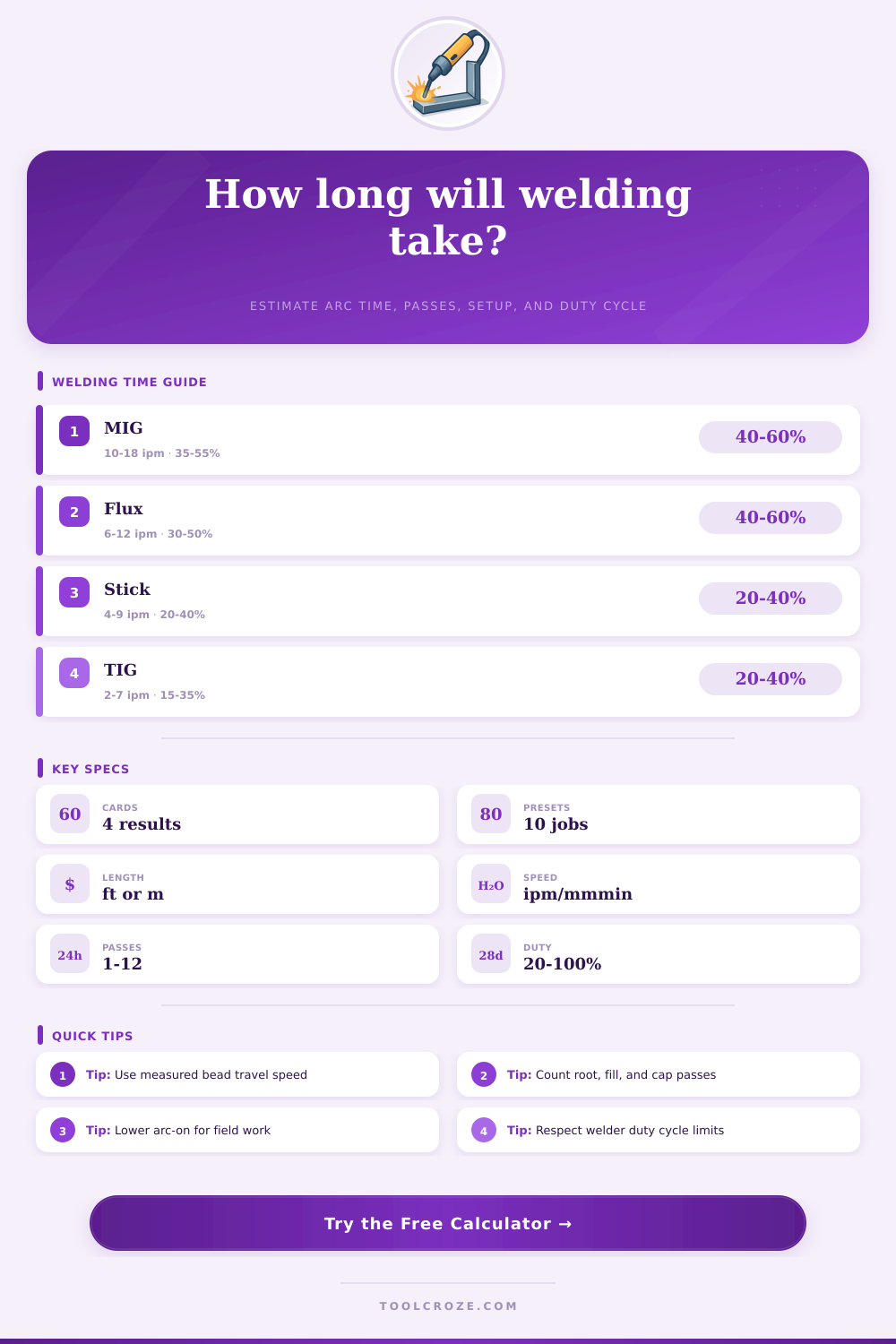
| MIG / GMAW | 10 to 18 in/min on light and medium fillets | 35% to 55% in bench or fixture work | 40% to 60% on small power sources, higher on industrial machines |
| Flux-core / FCAW | 6 to 12 in/min on structural fillets and heavy plate | 30% to 50% with slag removal and repositioning | 40% to 60% unless amperage is below the rated duty point |
| Stick / SMAW | 4 to 9 in/min depending on electrode size and position | 20% to 40% because rods, slag, and stops add time | 20% to 40% is common for portable machines at high output |
| TIG / GTAW | 2 to 7 in/min for stainless, chromoly, aluminum, and thin wall | 15% to 35% when fit-up, purge, filler, and inspection are included | 20% to 40% on air-cooled torches and compact inverters |
| Submerged arc / SAW | 18 to 40 in/min for long flat or rotated seams | 55% to 80% with mechanized travel and simple handling | 60% to 100% when the power source and tractor are rated for it |
| Joint or project | Typical pass count | Setup factor | Time planning note |
|---|---|---|---|
| Fixture-held fillet frames | 1 to 2 passes | 10% to 25% | Arc-on factor is usually strong once parts are clamped repeatably. |
| Open root pipe welds | 3 to 6 passes | 25% to 60% | Fit-up, cleaning, hot pass timing, and position changes can dominate. |
| Thin sheet stitch seams | 1 pass or intermittent | 20% to 50% | Cooling and skip sequence may be more important than travel speed. |
| Groove weld on plate | 3 to 12 passes | 20% to 45% | Count root, fill, cap, backgouge, and interpass cleaning separately. |
| Field handrail or repair | 1 to 3 passes | 50% to 120% | Access, grinding, temporary supports, and weather reduce productivity. |
Welding time can be difficult to estimate because there is alot of different factors to consider. The time that a welder spend welding will always be more less than the total amount of time required to complete the project. The arc on time for welding does not account for an amount of time that a welder will spend on non-welding task.
Tasks such as grinding the metal before welding, welding, and welding the metal requires a significant amount of time to be completed. In these case, arc-on factors will help to calculate the welding time needed for the job to be completed. Welding processes will require different amount of time to complete the project.
How to Estimate Welding Time
Processes such as MIG welding will require less time then TIG welding. TIG welding requires more preparation than MIG welding. The TIG welding process will also travel at a slow rate than the MIG welding process.
Each factor will lead to the total amount of time for a TIG welding project to take more time to complete than the MIG welding project. The welding machines duty cycle will also play a significant role in the welding time requirement for the project. The duty cycle do not indicate the welding machines productivity.
It does, however, indicate the amount of cooling that the welding machine require. For example, if a welding machine have a 60 percent duty cycle, it requires four minute of cooling for every six minute of welding within a ten-minute period. If not plan for, the welding machine will overheat and stop working on the project.
Multi-pass welding will take up more time than single-pass welding because there will be many layer of metal. The passes will include the root pass, the fill pass, and the cap pass. Each pass will require time to travel to the next spot and time to chip the slag between each pass.
If the welder does not chip the slag between passes, the impurity will remain within the weld. In this case, the time to chipping slag must be accounted for in the total welding time estimate. Field welding will include many more variable than welding performed in a welding shop.
In a welding shop, the welder has steady gas and part to weld. In the field, welders deals with the wind and awkward welding positions. Field welding also involve the moving of the welding equipment.
The amount of time for the setup and tacking of metal in the field will take up more time than the welding itself. For instance, a welder may take two hour to set up and tack metal for a weld that will only take ten minute to perform. The amount of time required to perform setup and tacking in the field must be accounted for in the welding time estimate.
Welding will involve some degree of rework. A welder may have to redo a weld spot if a visual or X-ray inspection reveal a problem. The amount of time for rework must be accounted for in the welding time estimate.
For instance, a welder may include a ten percent buffer to account for the time required to perform rework. This will ensure that if a weld is completed that takes up ten hour, the welder account for ten hours and ten percent of that time for rework. By including a ten percent buffer in the bid price for welding job, the welder will not lose money on the project.
Welding time can be estimated accurate by breaking down the welding process into three separate component: arc time, effective time, and total labor time. Cooling break, slag chipping, and field welding variable must be accounted for to find the real time that will be on the clock for the welding project. By accounting for all of the variable in the welding process, a welder can produce an estimate for welding time that is data driven.
Using a data-driven estimate for welding time will allow a welder to keep up with project deadline and maintain the profit that the business earn from these projects.