Flux core welding require specific machine settings to function corectly. The settings will determine if the flux core welding process produce a quality weld or a failed weld. If you dont select the correct amperage setting, the flux core welding process may introduce porosity and slag traps into the weld metal.
To succesfully flux core weld metal, you must have an understanding of how the amperage, voltage, and wire feed speed settings works together to produce a quality weld. First, you must select the correct wire diameter according to the thickness of the metals you are welding. For thin sheet metal, a thin welding wire are required to avoid melting holes through the sheet metal.
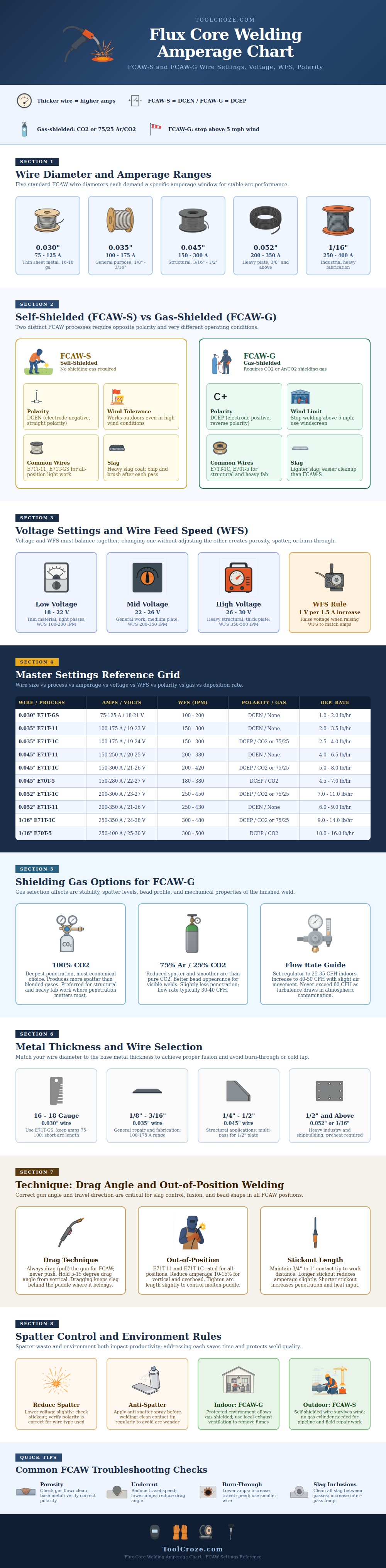
Basic Flux Core Welding Settings and Tips
For heavy metal plates, a thick welding wire is needed to allow the wire to carry the amount of current needed to melt the metal. Using the wrong wire diameter and amperage may lead to burn through or cold laps in the welded metal. The environment in which the welding will take place will dictate whether you use self-shielded flux core wire or gas-shielded flux core wire.
If you are welding in windy conditions, use self-shielded flux core wire because it doesnt require a gas bottle to provide shielding gas for the welding arc. Self-shielded flux core wire use straight polarity to focus the heat of the welding arc on the welding wire. For welding indoors with a less powerfully welding arc, use gas-shielded flux core wire that uses reverse polarity.
Gas-shielded flux core wire produce less spatter than self-shielded flux core wire. However, gas-shielded flux core wire will not work in environments with wind speeds exceeding five miles per hour. The voltage and wire feed speed settings is connected to each other.
If you increase the wire feed speed, the amperage will increase, as will the voltage. Use low settings for thin passes on light gauge metal. For welding structural metal, use settings in the mid range.
For heavy metal metal, use high settings. If you dont balance the voltage and wire feed speed settings, flux core welding may create excessive spatter or weld with porosity in the weld metal. Stickout length is the distance from the welding tip to the metal being welded.
You should maintain stickout length settings of three-quarters of an inch to one inch. Using a shorter stickout length will concentrate the heat of the welding arc on the metal. Using a longer stickout length will reduce the current to the welding metal.
When welding out of position, such as welding metal in an overhead position, reduce the amperage setting by ten to fifteen percent to maintain control over the weld puddle. For welding in an overhead position, use a dragging welding motion rather than a pushing motion to prevent slag from flooding the metal ahead of the weld joint and ruining the fusion between the metal joint. Spatter is a common problem in flux core welding.
Spatter waste welding wire and increases the time required to grind the weld metal to remove the excess spatter. You can reduce spatter by slightly lower the voltage or checking your stickout length. Spray anti-spatter onto the metal plate prior to welding to prevent spatter from sticking to the metal plate.
If the welding arc is wandering, clean the welding tip because flux in the welding tips liner may be causing the arc to wander. It is essential to know the cause of welding defects to fix them. Porosity in the weld metal is caused by low gas flow rates, dirty metal plates, or incorrect polarity in gas-shielded flux core welding.
The welding gun moving too quick along the metal causes undercut of the weld; slow the welding gun and adjust the amperage setting. Overheating thin metal causes burn-through; use a thinner welding wire and move the welding gun faster over the metal. Slag inclusions in the weld are caused by not cleaning the weld between passes; chip the slag off the weld with a welding chisel while the metal is still red hot.
