🔧 Tapping Torque Calculator | Tap Torque and Drill Guide
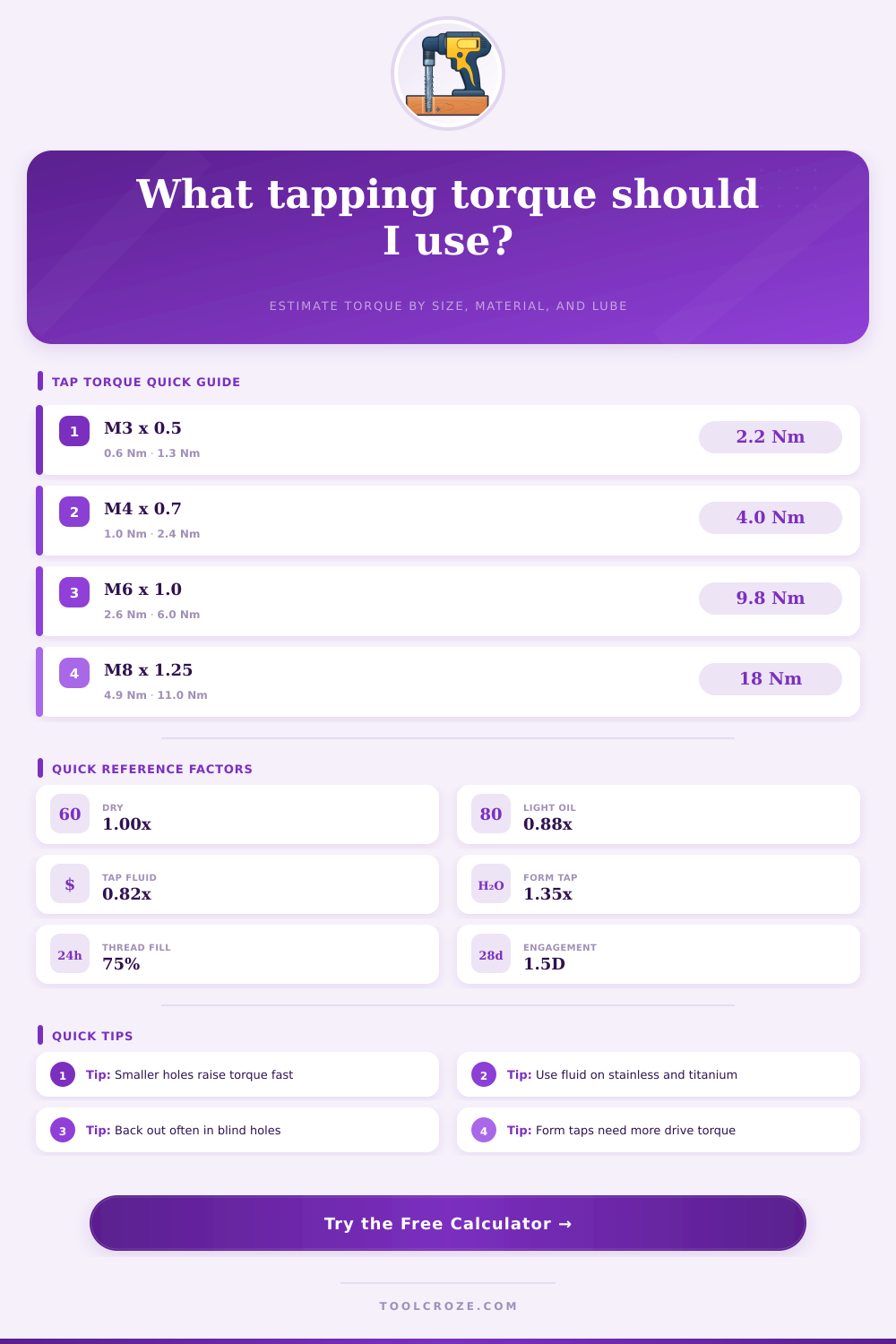
Estimate tap torque, hole size, and thread engagement for metric and imperial tapping jobs
| Material | Base | Lube | Note |
|---|
| Tap type | Factor | Chip path | Use |
|---|
| Condition | Factor | Effect | Use |
|---|
| Tap | Major | Pitch/TPI | Guide |
|---|
Tapping torque are the measure of the rotational force that a person must apply to the tap to cut threads into a material. Several different factor cause tapping torque, including the resistance of the material, the sharpness of the tap, the amount of metal that the tap has to move, and the ability of the chips to exit the hole that is being tap. If a person ignore the importance of tapping torque, the person may find themselves snapping their tap or damaging the threads that they cut into the material due to the excesive torque that could be placed into the system.
The material that is being tapped is one of the main factors that determines the tapping torque that must be applied to cut threads into that material. Metals like aluminum is soft, requiring little tapping torque to cut the threads into the aluminum. Stainless steel, however, is a much more harder metal than aluminum and will require significantly more tapping torque to cut the threads into that metal.
Main Things That Affect Tapping Torque
The higher the tapping torque that is used, the more load and heat will be placed into the system created by the tapping machine. The type of metal being tapped will dictate both the amount of force that is required of the person tapping and whether a hand tap or machine tap should be used. The size of the pilot hole that is drilled into the material will also impact the amount of tapping torque that is applied during the tapping process.
If the pilot hole that is created is too small for the tap that is being used, the tap will have to move the metal within the pilot hole significantly, thus increasing the amount of tapping torque that is applied. If the pilot hole is too large for the taps, the threads will be weak but tapping torque will be lower. A standard thread fill of 75% are recommended so that the threads that are cut are strong yet tapping torque remains within the manageable range for the person doing the tapping.
Finally, the design of the taps themselves will also play a role in the amount of tapping torque that must be applied. Spiral flute taps is designed to lift the chips out of the material that is being tapped, making them useful in blind tapped holes. However, because of the design of the spiral flute taps, they can place more drag upon the material than other designs of taps.
Form taps do not create threads by cutting the metal piece but instead move the metal to create the threads. Because of this action of the taps, form taps require 30 to 35% more tapping torque to perform their task than taps that cut the metal. Depending on the design of the taps that are selected, tapping torque may significantly increase to the point of breaking the tap.
Lubrication can be used to reduce the tapping torque that is experienced when tapping a hole and to reduce the friction between the tap and the workpiece. Cutting fluids can reduce the friction between the tap and the workpiece by as much as 25 percent. Additionally, cutting fluids help to cool the workpiece at the tapping area and help to flush the chips out of the tap hole.
Materials like cast iron contains graphite that allows dry tapping to occur. Many other materials will require the use of lubrication to prevent the tap from welding to the workpiece. The use of lubrication will help to extend the life of the tap and will help to keep the tapping torque within a certain level.
The depth of the hole that is to be tapped can also impact the amount of tapping torque that is experienced during the tapping process. If the workpiece has a through-hole tapped into it, less tapping torque will be required than for a blind hole. In blind holes, the chips that are created during the tapping process collect at the bottom of the blind hole.
This collection of chips increases the resistance that is experienced during the tapping process, thus increasing the tapping torque. Because tapping torque increases with depth into the workpiece, a safety margin of 15 to 25 percent of the calculated tapping torque should be included in workpieces with deep holes. The rate at which a person taps into the workpiece can also impact the tapping torque that is experienced during the tapping process.
If the rate of tapping is too fast into stainless steel, the stainless steel will often create stringy chips that can collect within the tap. In aluminum, however, if a person taps the workpiece too slow, the friction between the tap and the aluminum will create heat at the work site without effectively cutting the aluminum. In these instances, a person can reduce the chances of the tap becoming stuck within the workpiece by backing the tap out every half-turn.
Backing the tap out during the tapping process helps to flush chips out of the workpiece, which reduces the tapping torque. A person can also use mathematical calculations to determine the amount of tapping torque that will be experienced when tapping into a workpiece. By inputting the diameter of the workpiece, the pitch of the tap, and the type of material into the workpiece, the tapping torque can be calculated.
Because different materials have different coefficients of resistance, it is important for a person to use the correct coefficient for the type of material that will be tapped. With these calculations and with the use of proper lubrication and correct sizes for the workpieces and taps, a person can ensure that the tapping torque is within safe limits and that the workpiece will have correctly produced threads.