🔨 Feed Rate and Spindle Speed Calculator
Set RPM, feed, step-down, and cut time for common cutters across wood, plastic, and metal jobs
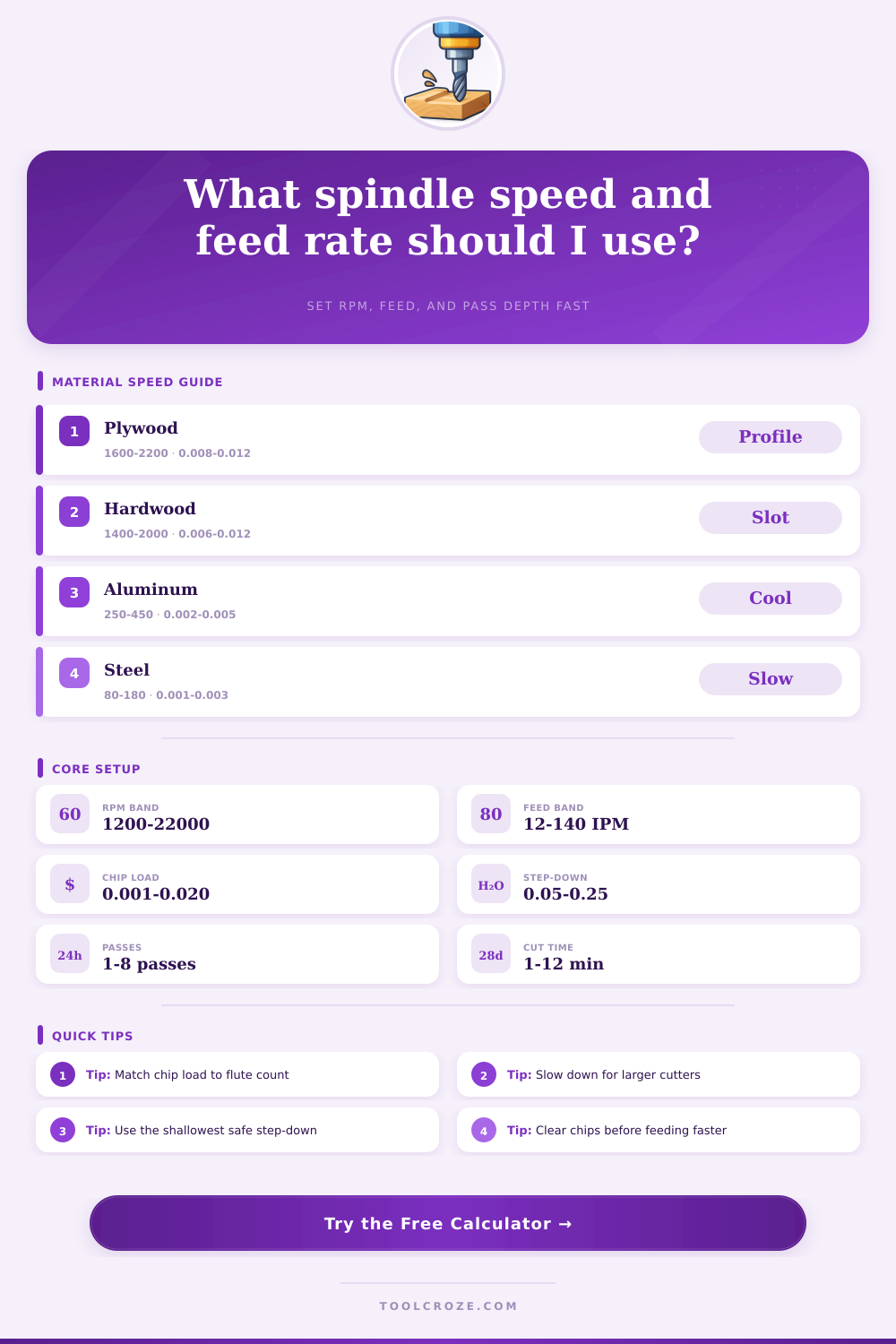
| Material | SFM | Chip Load | Best Flutes |
|---|
| Tool | Flutes | Best Use | Notes |
|---|
| Preset | Material | RPM / Feed | Time |
|---|
| Cutter Dia | 1000 SFM | 1500 SFM | 2000 SFM |
|---|
The feed rate shows the linear speed, where the cutter or the weight travels, during the spindle twist. You can say that it points, as far as quickly you push the tool through the material. It is also the relative pace, with that the cutter advances according to the weight.
The direction of the feed rate stands at right angles to the direction of the cutting speed. You estimate it by means of the linear move of the tool or weight for one turn, usually in mm/min either in/min. Other ways estimate it is the distance that the tool covers during one turn of the spindle.
Feed Rate: What It Is and How to Set It
For instance, if the tool moves in 0.1 mm for turn, then for 1000 turns it advances 100 mm. If those 1000 turns happen in one minute, the feed rate of the table is 100 mm for minute.
The spindle pace measures in RPM. The feed rate most strongly affects as far as long the tool lasts. Too fast feed rate exhausts the tool soon.
But too slow feeding speed than the ideal also shortens the tool life, because the chip stays too long in contact with the cutter. For general machining one recommends feed rate of 0.005 until 0.020 inches for turn during roughing and 0.002 until 0.004 inches for turn during finishing. At aluminum rate of 0.002 until 0.006 inches for turn gives good finish depende of the cutter.
You uses calculations for find those values. If you knows the tooth load and the number of teeth, you can estimate the feed rate. Common case is RPM multiplied the feed for tooth and the number of teeth or flutes on the cutter.
You can also think: Feed rate matches rotational speed multiplied feed. If the intended spindle pace surpasses the skill of the machine, you must reduce the feed rate proportionately, for preserve the tooth load. For instance, if the maximum pace is 25% of the intended, the new feed rate also be 25% of the intended.
Little diameter tools require higher rotational speeds and lower feed rates, for avoid vibration and preserve constant tooth load. The surface finish and the accuracy of the dimensions depend of the feed rate, rotational speed, tool wear, coolant, clamping and machine rigidity. For start, well are set the rotational speed in the maximum and stay here.
Take low depth of cut, for instance 1 mm, and start by means of low feed rate, for control whether it works.