🔧 Keyway Depth Calculator
Match DIN 6885-A shaft key sizes to a clean shaft depth, hub depth, cutter depth, and pass count before you machine the slot.
📌 Presets
📊 Calculator
🛠 Tooling Grid
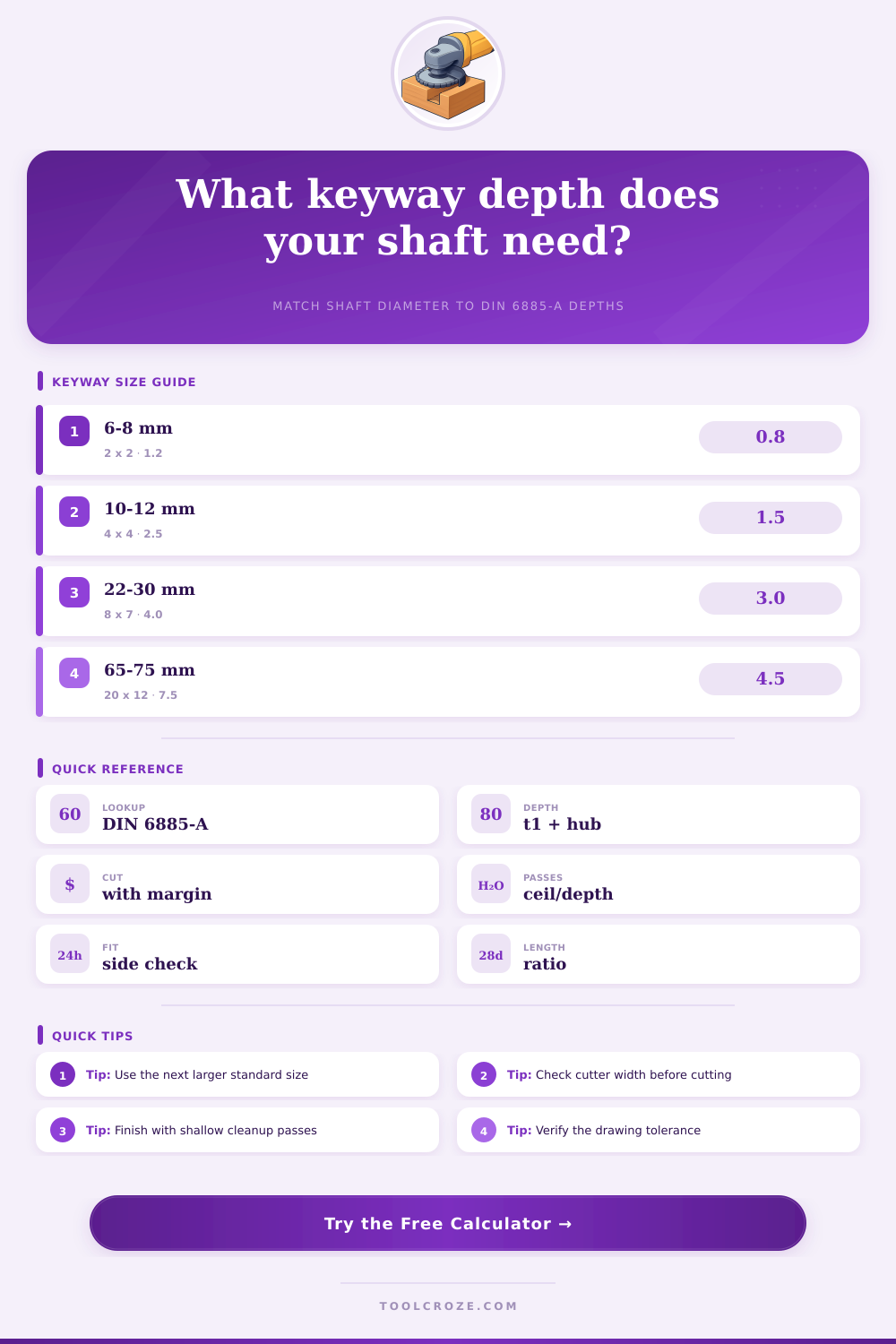
📐 DIN 6885-A Reference Table
| Shaft Diameter | Key Size | Shaft Depth | Hub Depth | Typical Use |
|---|
📊 Fit Reference
| Fit Class | Allowance | Typical Feel | Best Use |
|---|---|---|---|
| Loose | +0.05 mm / +0.002 in | Easy assembly | Field repairs and quick checks |
| Standard | +0.02 mm / +0.001 in | Balanced fit | General workshop keyways |
| Tight | 0.00 mm / 0.000 in | Firm seating | Precision shafts and hubs |
| Hand Fit | 0.00 mm / 0.000 in | Scrape or stone | Final fitting after test assembly |
📝 Formula Reference
| Formula | Meaning | What It Returns | Use |
|---|---|---|---|
| Lookup row | Match shaft dia to table | Key width and height | Standard selection |
| Hub depth | Key height - shaft depth | Nominal hub seat depth | Complementary fit |
| Cut depth | Nominal depth + allowance | Finish-ready depth | Cleanup pass target |
| Pass count | Cut depth / max pass | Rounded up whole passes | Machining plan |
| Engagement ratio | Key length / key width | Length to width ratio | Check key support |
💡 Tips
⚠ Safety Note
📖 Article
This keyway depth calculator matches DIN 6885-A shaft sizes to nominal shaft and hub depths, then converts the setup into a pass count, fit note, and cutter check for faster workshop planning.
The depth of keyway is one of those important details when you work with shafts, hubs and keys in machining. Right choices ensure that parts fit well and transmit torque without problems.
Depth of keyway is strictly standardized. For shafts according to the usual basic system, the width tolerance of shaft keyway is h9. Metric keys and keyway sizes follow ISO/R773 with Js9 for width. A keyway calculator app finds exactly the depth of keyseat for shaft and hub together with tolerances according to ANSI/ASME B17.1-1967 standard.
Measuring and Cutting Keyway Depth
For total keyway depth you calculate the arch height of shaft, called dimension A. Because you can directly measure from keyway bottom to opposite spot on shaft, it gives the most precise value. Square keyway divided by four, times shaft size, gives chord depth inside.001 inches
Dimension S shows shaft keyseat bottom to opposite shaft side. Dimension T measures hub keyway bottom to opposite hub bore side. Because keyseats taper, T is taken at the deepest end.
Half of key thickness plus.005 inches for depth is usual practice, if nothing otherwise marked on design. Most of shaft keyways have depth half of key height plus.010 inches. For half-inch key depth is.250 plus.010, so.260 inches.
Keyway for three-quarter-inch shafts have 3/16 inch width, 3/32 inch depth with 3/16 inch square key.
The table shows nominal shaft diameters of 6 mm until 500 mm together with recommended key sizes, keyway widths, heights, depths and tolerances. Surface finish in keyway sides and bottom does not surpass 250 microinches.
Cutting keyway, the endmill must match around with keyway size. First touch shaft top by means of endmill, go down until perfect circle up, later half of endmill diameter in depth. Do light slices until wanted depth.
Keyway broaches by means of tool holder on lathe, moving carriage inside and outside. With Bridgeport and right cutter, work lasts around 15 minutes. Depth dimension usually does not mark directly on designs, but calculates from center line of bore to keyway top from whole bore size