🔨 End Mill Speeds and Feeds Calculator
Set RPM, feed, step-down, and cut time for common cutters across wood, plastic, and metal jobs
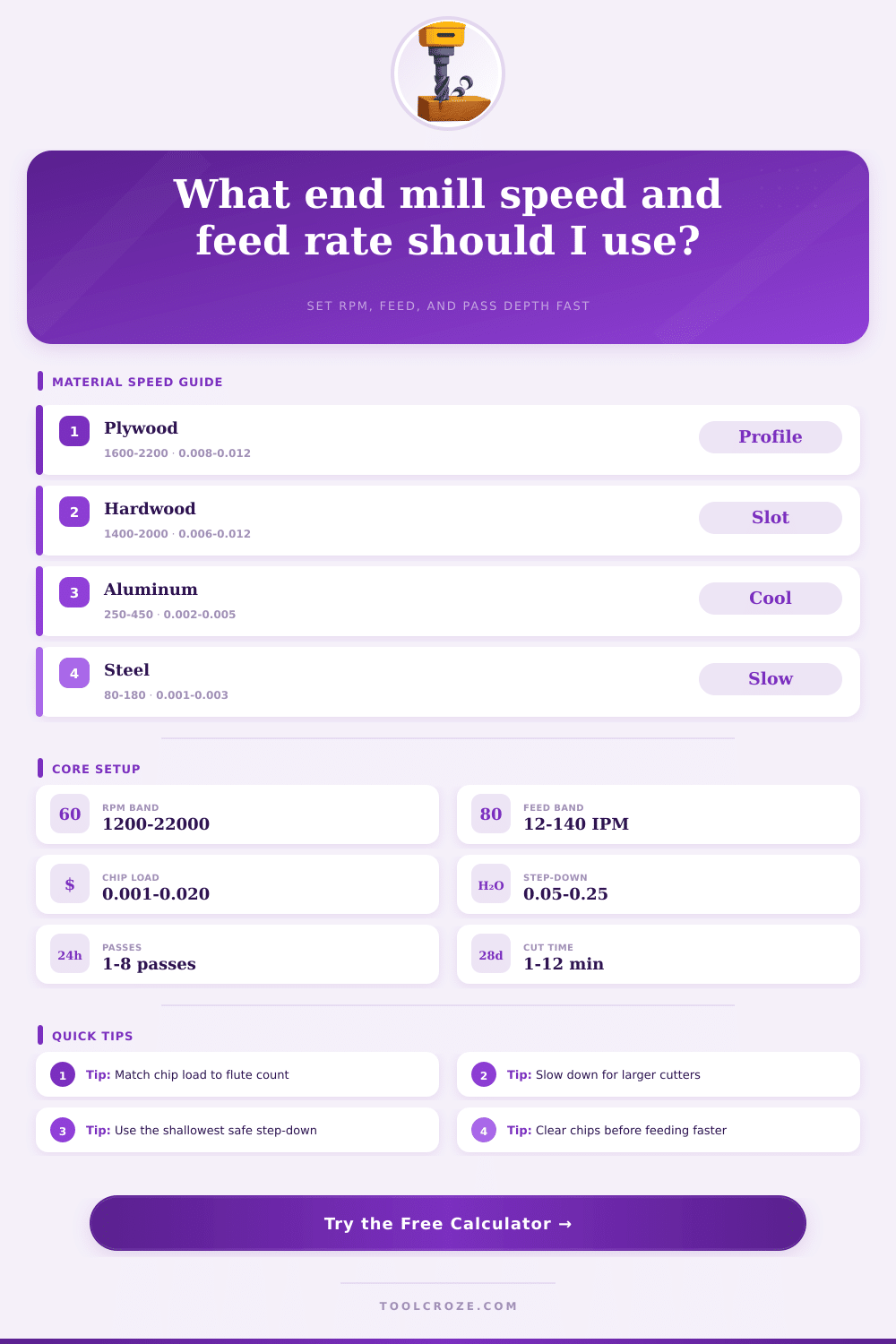
| Material | SFM | Chip Load | Best Flutes |
|---|
| Tool | Flutes | Best Use | Notes |
|---|
| Preset | Material | RPM / Feed | Time |
|---|
| Cutter Dia | 1000 SFM | 1500 SFM | 2000 SFM |
|---|
End mills are more flexible and versatile than drill bits. Many of them have center cutting so they can plunge into the material “Feed” is not jargon, it is “feed rate“, the speed with that the end mill moves during cutting.
The main point for milling with end mills are use the right RPM (for spindle speed) and IPM (for feed rate). Speed in rotations per minute and feed; the motion of the tool through the material per revolution, is key in milling. Use solid carbide end mills in the right values help to reach good production times and long tool life.
End Mill Speed and Feed Basics
Guidelines depend on material hardness, tool material, flute count and other factors. Hard materials as stainless steel or titanium require low speeds and sometimes smaller feed per tooth, to avoid wear and overheatiing. Aluminum cuts much more quickly than stainless or tool steel.
If HSS end mill does yellow chips, RPM is too high.
The speed of lead screw or feed rod sets the feed rate for end mill. During roughing milling, you remove lot of material from the stock, so use coarse feed. Roughing end mills work for low spindle speed and high feed, with full depth of cut and big radial engagement.
For finishing you use higher speeds with shallow cuts.
Small end mills require slower feed, big ones can go more quickly. Be careful with cutters under 1/8″ diameter, because micro-milling has own rules, negative rake happen regardless. For instance,.078″ ball end mill in only.004″ depth of cut give.031″ real diameter, what requires 120k RPM and 170 IPM.
Every increase of tool size allows bigger maximum depth of cut due to fewer deflection, so more cutter engages. That boosts cutting and extends tool life, because the sharp part spreads. If you keep spindle speed and feed in the right range, tools will last longer.
Cut too little is also bad as too a lot, especially with carbide.
Good idea is create a sheet for math using SFM for spindle speed and the wanted chipload in the used RPM. Mill speed and feed rate chart are excellent for starters. Chips be warm and broken, part stay cool.
Push the tool in cut instead of rub it as a burnishing tool.