🔨 Band Saw Speed and Feed Calculator
Set blade speed, feed rate, and cut time for wood, plastic, and metal jobs
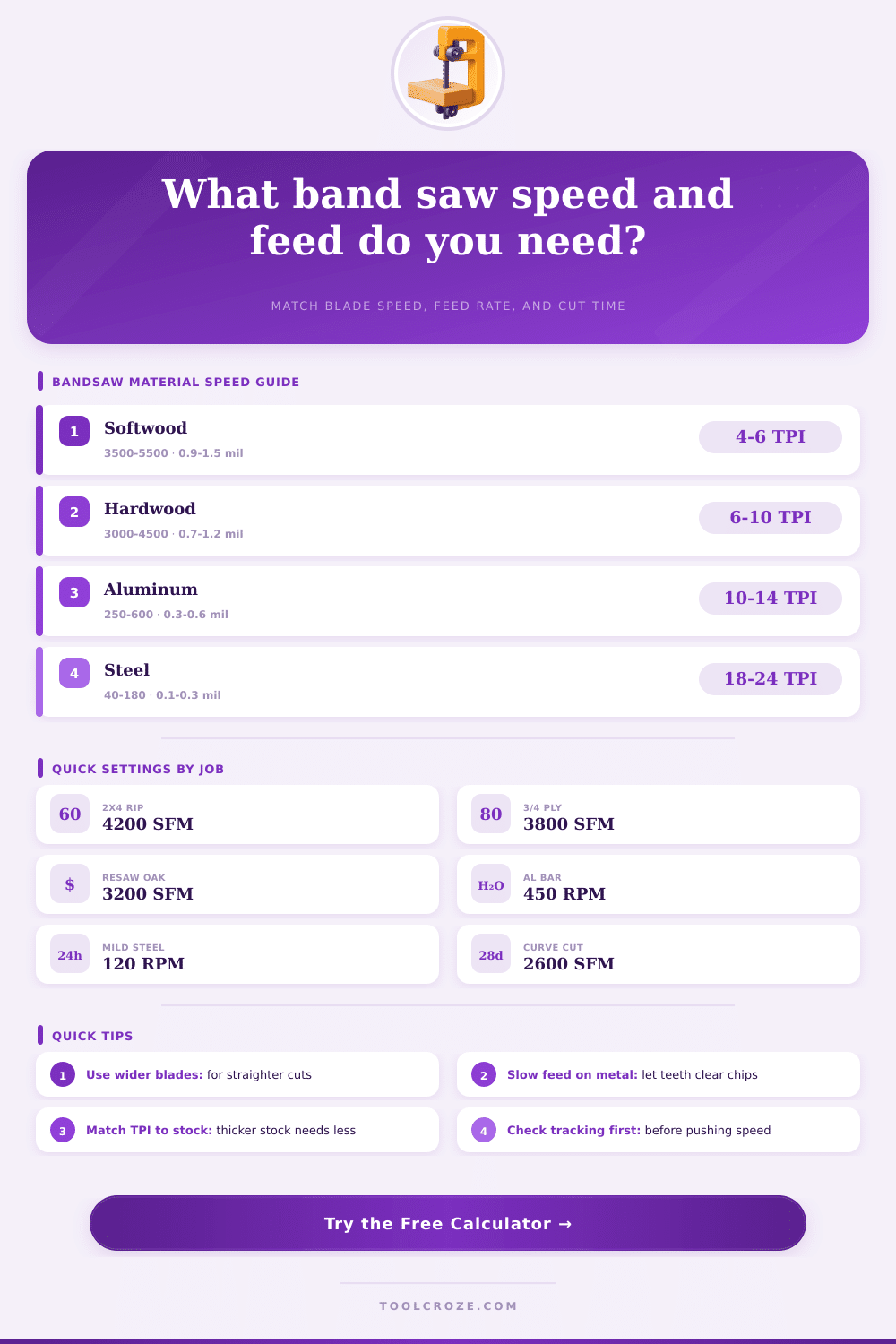
| Material | SFM | Chip Load | Best TPI |
|---|
| Blade | TPI | Best Use | Notes |
|---|
| Job | Material | Speed / Feed | Typical Time |
|---|
| Wheel Dia | 2000 SFM | 3000 SFM | 4000 SFM |
|---|
Band saw speed and feed rate are two of the most important things for good cuts. For every blade and material there is a best balance between blade speed and feed rate. Proper adjustment of feed rate and speed helps to extend blade life and give a nice cut.
Feed rate, or the speed of the blade through the workpiece, depends on blade type and pressure on the feed. You usually control feed rate by means of a dial on the panel, but sometimes a spring also helps adjust it. The bandsaw itself, the size and shape of the material, distance of guides, cutting fluid and tooth size and shape decide it.
How to Set Band Saw Speed and Feed
On some saws you turn the head by means of a spring that controls how fast it falls. If you pull it tight by means of the handle, it takes more force to keep pulling. This is how you change feed rate.
By controlling the speed of the blade falling down.
Blade speeds range from 40 feet to 5,000 per minute. Most bandsaws work for wood at around 5,000 SFPM. Those with several speeds have a secondary speed one-half to one-third slower.
A comercial saw usually has a two-speed gearbox and variable speed drive for 50 to 5,000 FPM.
To check blade speed, start the saw and count how many times a mark on the blade comes around in one minute. Multiply that by the blade length in feet. For example, a 12.5-foot blade with 14 passes in one minute gives 175 SFPM.
The right speed depends on the material being cut. How easy the material machines matters, a lower rating means you need a slower band.
Speed and feed charts help you choose the right blade speed and feed rate for good cutting. Follow the maker’s advice and think about the kind of bandsaw you have. The condition of the machine matters for accurate successful cuts so take care of its maintenance.
Good cutting fluid mix can double blade life by 50 percent. A concentration of 5 to 7 percent works for band sawing. When cutting dry materials, reduce speed by 40 percent.
New blades should run at half feed rate for a few cuts until teeth get polished, otherwize they can break. What seems slow is sometimes too fast (feed the material properly), not just press it against the blade, as that can harden the work.