💨 Abrasive Blasting Calculator
Calculate blast pressure, nozzle airflow, media consumption, and surface coverage for any blasting project
| Nozzle Bore | 60 PSI CFM | 80 PSI CFM | 100 PSI CFM | 125 PSI CFM | HP Required (100 PSI) |
|---|---|---|---|---|---|
| 3/16 in (4.8 mm) | 25 | 35 | 44 | 55 | 11 HP |
| 1/4 in (6.4 mm) | 44 | 61 | 78 | 97 | 20 HP |
| 5/16 in (7.9 mm) | 69 | 96 | 121 | 151 | 30 HP |
| 3/8 in (9.5 mm) | 99 | 138 | 175 | 218 | 44 HP |
| 7/16 in (11.1 mm) | 136 | 188 | 239 | 297 | 60 HP |
| 1/2 in (12.7 mm) | 177 | 246 | 312 | 388 | 78 HP |
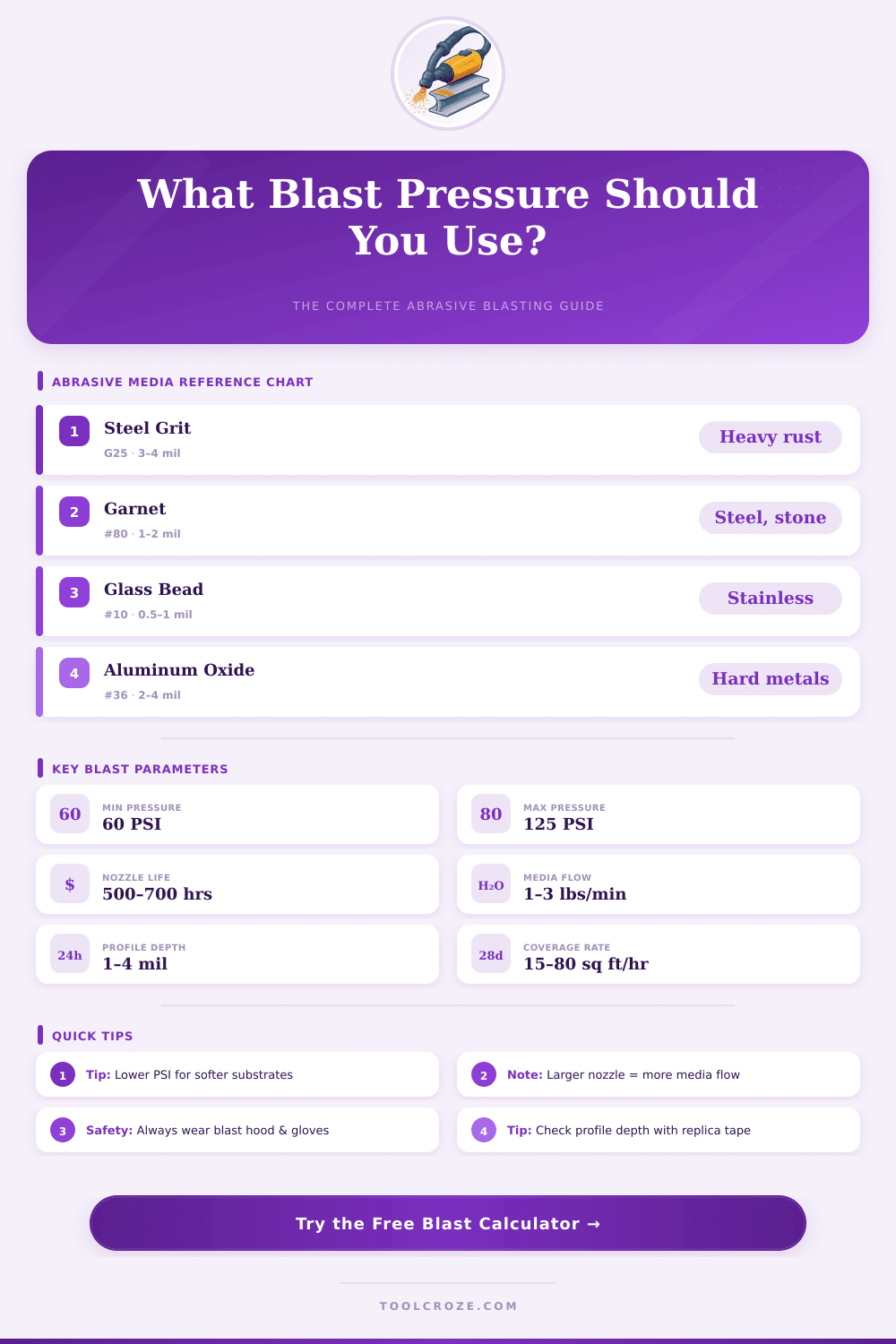
| Media | Hardness (Mohs) | Profile Depth | Bulk Density | Recyclability | Best Substrate |
|---|---|---|---|---|---|
| Steel Grit | 6–8 | 2–5 mil | 7.8 g/cm³ | 200+ cycles | Structural steel |
| Steel Shot | 5–6 | 1–3 mil | 7.8 g/cm³ | 200+ cycles | Steel, cast iron |
| Garnet | 7–8 | 1.5–3 mil | 2.5 g/cm³ | 3–5 cycles | Steel, aluminum |
| Glass Bead | 5.5–6.5 | 0.5–1.5 mil | 1.5 g/cm³ | 5–30 cycles | Stainless, alloys |
| Aluminum Oxide | 9 | 2–5 mil | 2.0 g/cm³ | 5–10 cycles | Hard metals, glass |
| Sodium Bicarbonate | 2.5 | 0.1–0.5 mil | 0.9 g/cm³ | Single use | Concrete, wood |
| Corn Cob / Walnut | 3–4 | 0.1–0.5 mil | 0.6 g/cm³ | 1–3 cycles | Wood, fiberglass |
| Coal Slag | 6–7 | 1.5–3 mil | 1.65 g/cm³ | Single use | Steel, concrete |
| Cleanliness Std. | 5/16 Nozzle, 90 PSI | 3/8 Nozzle, 100 PSI | Typical Media | Profile (mil) |
|---|---|---|---|---|
| Brush-Off (SP7) | 80–100 sq ft/hr | 130–160 sq ft/hr | Garnet #80 | 0.5–1 |
| Commercial (SP6) | 50–80 sq ft/hr | 80–120 sq ft/hr | Garnet #36 | 1–2 |
| Near White (SP10) | 30–50 sq ft/hr | 50–80 sq ft/hr | Steel Grit G25 | 2–3 |
| White Metal (SP5) | 15–30 sq ft/hr | 25–50 sq ft/hr | Steel Grit G16 | 3–5 |
| CSP 3 (Concrete) | 40–60 sq ft/hr | 60–100 sq ft/hr | Al. Oxide #36 | 2–3 |
| CSP 5 (Concrete) | 20–40 sq ft/hr | 35–60 sq ft/hr | Steel Shot S280 | 4–5 |
| Project | Typical Area | Pressure | Recommended Media | Est. Time |
|---|---|---|---|---|
| Auto Body Panel | 20–30 sq ft | 60–80 PSI | Glass Bead #10 | 1–2 hrs |
| Structural Beam | 50–200 sq ft | 90–110 PSI | Steel Grit G25 | 2–6 hrs |
| Concrete Floor 1000 sf | 1000 sq ft | 90–100 PSI | Steel Shot S330 | 8–16 hrs |
| Marine Hull 40 ft | 400–600 sq ft | 100–115 PSI | Garnet #30 | 10–20 hrs |
| Water Tank Interior | 100–300 sq ft | 85–100 PSI | Steel Grit G16 | 4–12 hrs |
| Wood Deck 500 sf | 500 sq ft | 55–70 PSI | Corn Cob Medium | 6–10 hrs |
abrasive blasting goes by several different names. Some call it sandblasting, others talk about media blasting or grit blasting. All those terms show the same main method for cleaning and shaping surfaces.
Only the kind of abrasive material separates them that does the task.
What is abrasive blasting?
What happens during abrasive blasting? One uses pushed air or water to sweep abrasive material against the surface at high speed. That is like rubbing with sandpaper, but it reaches even smoother results.
The blasted material knocks deposits off the surface through hammering impact. Like this one strips rust, scale, paint and similar coverings. One made it to be a fast and cheap replacement for hand work in cleaning.
Against methods like sanding, scraping or use of chemicals to remove deposits and solvents, abrasive blasting costs less and goes more quickly. It aims to mainly remove old coverings, rust and dirt from steel. It also prepares surfaces for coating or painting.
Before sand was the main abrasive material. But breathing sandy dust during the work risks the health badly and can cause lung disease, called silicosis. Because of that risk, laws require that blasting workers wear protective clothes and gear in many countries.
Today one favours safer options. Among them are aluminum oxide, glass beads, foam, carbon slag or even broken nutshells. Each of them works differently depending on the particular task.
One finds various kinds of devices for that. Portable blasting machines mix air and abrasive to clean surfaces locally. Cabinets for blasting are closed spaces where one can treat small parts inside.
Some systems apply suction through guns, while others use direct pressure systems. Big guns generate heat, that can injure thin metals, so one must choose gear write for the work. The blast shield turns and controls the flow of the abrasive stream, and typical power sources are electrical engines or hydraulic pumps.
For good results, one aims the gun at a corner of 45 to 60 degrees to the surface. Abrasive blasting aims to rub, not hammer the material. Wet blasting removes abrasive and dirt more fully, which gives a cleaner surface and reduces risk of damage.
Some wet devices also do dry blasting, washing and air cleaning all in one tool.
Some business methods combine high-pressure water with small glass beads as replacement for classic sandblasting. It works for soft, heat-sensitive or thin materials, if one does it well. Abrasive blasting makes small dust bits, that can affectworkers nearby, so safety stays always an important cause.