💨 Dust Collector CFM Calculator
Calculate exact airflow requirements for your dust collection system — tools, ducts & filters
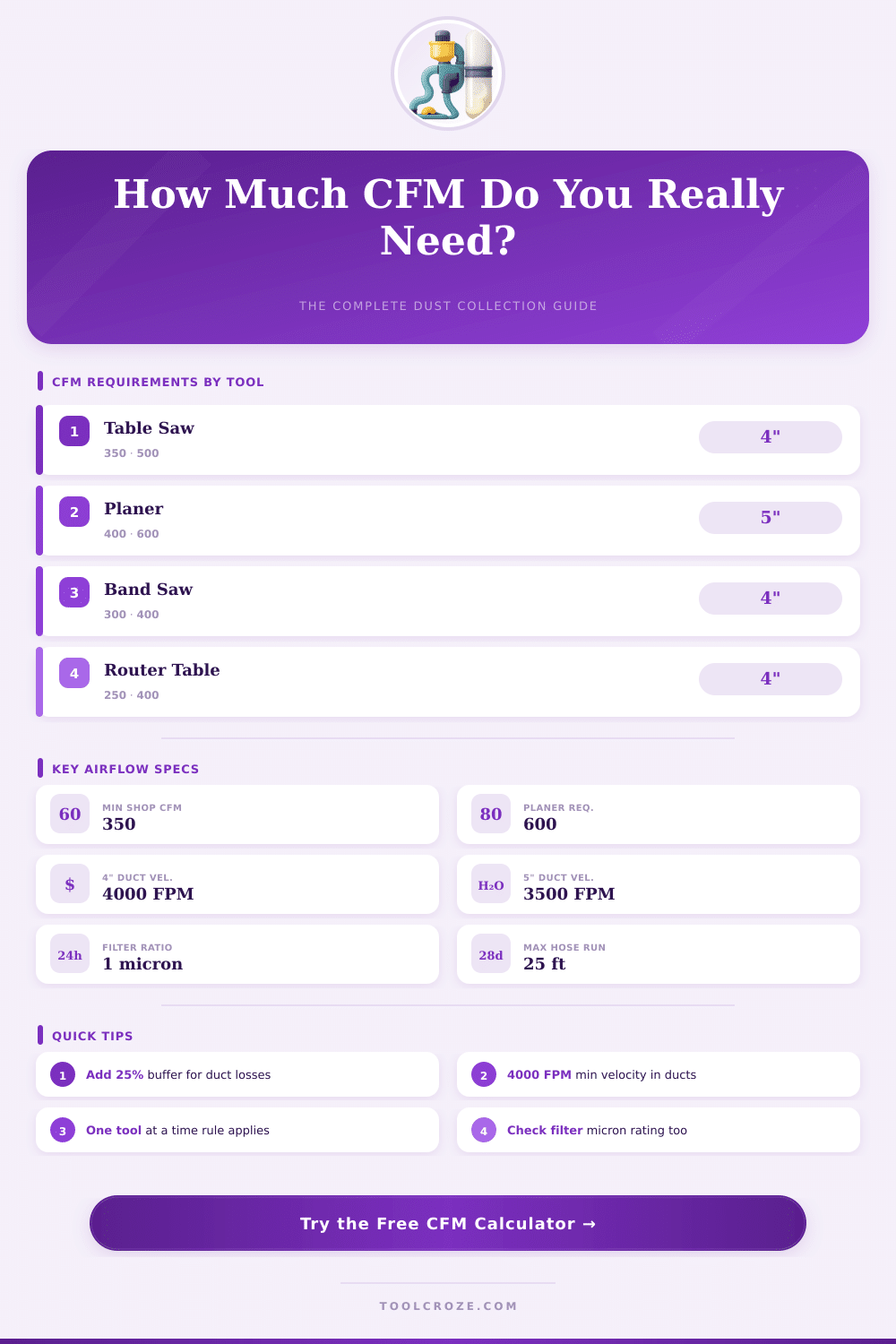
| Tool | Softwood CFM | Hardwood CFM | MDF CFM | Min Duct Size | Ideal Velocity (FPM) |
|---|---|---|---|---|---|
| Table Saw (10 in) | 400–500 | 450–550 | 500–600 | 4 in | 4000–4500 |
| Planer (12 in) | 450–550 | 500–650 | 550–700 | 5 in | 3500–4000 |
| Band Saw (14 in) | 300–400 | 350–450 | 350–450 | 4 in | 3500–4000 |
| Router Table | 250–350 | 300–400 | 350–450 | 4 in | 4000–4500 |
| Jointer (6 in) | 400–500 | 450–550 | — | 4 in | 3500–4000 |
| Drum Sander (18 in) | 400–500 | 450–550 | 500–600 | 4 in | 3500–4000 |
| CNC Router | 400–500 | 450–550 | 550–700 | 4 in | 4000–4500 |
| Bench Grinder | — | — | — | 3 in | 3000–3500 |
| Duct Diameter | Area (sq in) | CFM at 3500 FPM | CFM at 4000 FPM | CFM at 4500 FPM | Best Used For |
|---|---|---|---|---|---|
| 3 in (76 mm) | 7.07 | 173 | 196 | 221 | Small tools, scroll saw |
| 4 in (102 mm) | 12.57 | 307 | 349 | 393 | Table saw, router, jointer |
| 5 in (127 mm) | 19.63 | 480 | 545 | 614 | Planer, large sander |
| 6 in (152 mm) | 28.27 | 691 | 785 | 884 | Main trunk line |
| 7 in (178 mm) | 38.48 | 941 | 1069 | 1203 | Central trunk – large shop |
| 8 in (203 mm) | 50.27 | 1229 | 1396 | 1571 | Main trunk – industrial |
| Shop Size | Tools Running | Min CFM | Recommended CFM | Motor HP | Duct Main (in) |
|---|---|---|---|---|---|
| Hobby (1–2 tools) | 1 at a time | 350 | 500–650 | 1 HP | 4 |
| Small Shop (3–4 tools) | 1–2 at a time | 500 | 700–900 | 1.5 HP | 5–6 |
| Mid Shop (5–7 tools) | 2–3 at a time | 800 | 1000–1200 | 2 HP | 6 |
| Full Shop (8+ tools) | 3–4 at a time | 1200 | 1500–2000 | 3–5 HP | 7–8 |
| Industrial | 4+ at a time | 2000 | 2500+ | 5+ HP | 8+ |
| Material | Dust Density | Health Risk | CFM Multiplier | Filter Req. |
|---|---|---|---|---|
| Softwood (Pine) | Low | Moderate | 1.0x | 5 micron |
| Hardwood (Oak) | Medium | High (carcinogen) | 1.15x | 1 micron |
| Plywood | Medium | High (glue binders) | 1.1x | 1 micron |
| MDF | High | Very High (formaldehyde) | 1.3x | 0.5 micron |
| Aluminum | High | Moderate | 1.2x | 1 micron |
| Acrylic | Low | Low–Moderate | 1.0x | 5 micron |
| Composite / Laminate | High | High (silica) | 1.25x | 0.5 micron |
| Drywall / Gypsum | Very High | Very High (silica) | 1.4x | 0.5 micron |
CFM, because that means cubic feet per minute, simply shows how many air a dust collector fits to remove from your workshop each minute. The calculation of CFM for dust removal is not this difficult as one would think. At the base it only requires that you take the cross-section area of your workspace and multiply it by the involved air speed, measured in feet per minute.
Start listing every tool that you will include in your setup, and write how many CFM each of them requires. For small fixed tools one requires around 1000 CFM for reach reliable dust removal, although simple chip collection already works at about 350 CFM. Aim for around 4000 feet per minute for vertical tube paths.
CFM: What It Means and How to Choose
For horizontal sections aim more closely 3500. If you drop under that limit, the dust no longer stays in the air, it simply will settle and will build up.
Here is where everything becomes a bit weird. The CFM figures on boxes of dust collectors commonly are only imaginary specs. They are calculated at no static pressure, assuming that your engine works in vacuum without any resistance at all.
In real life? Such a thing never happens. Static pressure builds because of resistance in tubes, stuffed filters, tool ties, cyclones, everything that eats from the real air flow.
Shop vacuums will not reach even close to the advertised CFM values, when you connect everything and switch it on. If you want to truly know how many air move you will receive, forget the motor power and check the fan itself. Some makers simply lay a stronger engine and consider the job ended, but that does not mean that the fan itself can handle that load.
The diameter of tubes has huge influence on the output. Any tube smaller then four inches will cause problems in a dust collector system. The cross-section area drops by almost 60 percent, and your CFM top suffers too.
Want you to keep 4000 feet per minute, when your gear requires it? Then minimum is six-inch tubes.
Long tube paths also lower the output. Even a collector with high CFM figures will lose force over distance across the whole store or through many curves. Add a second stage, like a cyclonic aid, to separate the big particles, but it adds a bit of air impact too.
So it is worth it to invest in higher CFM ratings, if the budget allows, especially for workshops with long distances.
When CFM is truly right, the air flow grabs dust quickly and keeps it moving. If your tools generate more than 500 CFM of dust, your collector must work only a bit more than that. The quality of filters matters a lot.
Minimum 1 micron, that is the ideal. Most dust collectors come with 30-micron filters, that honestly only put much dust back in your breathing air. Shop vacuums with brush motors last for maybe 300 hours at most, while professional dust collectors use single-phase or capacitor-start engines, designed for steady use over thousands of hours.
The wholesystem depends on quite high CFM to push dust through without stopping.