⚙️ CNC Lathe Speed & Feed Calculator
Calculate optimal RPM, feed rate, cutting speed & material removal rate for CNC turning operations
| Material | Tool | SFM Range | Feed (IPR) Rough | Feed (IPR) Finish | DOC Rough (in) | DOC Finish (in) |
|---|---|---|---|---|---|---|
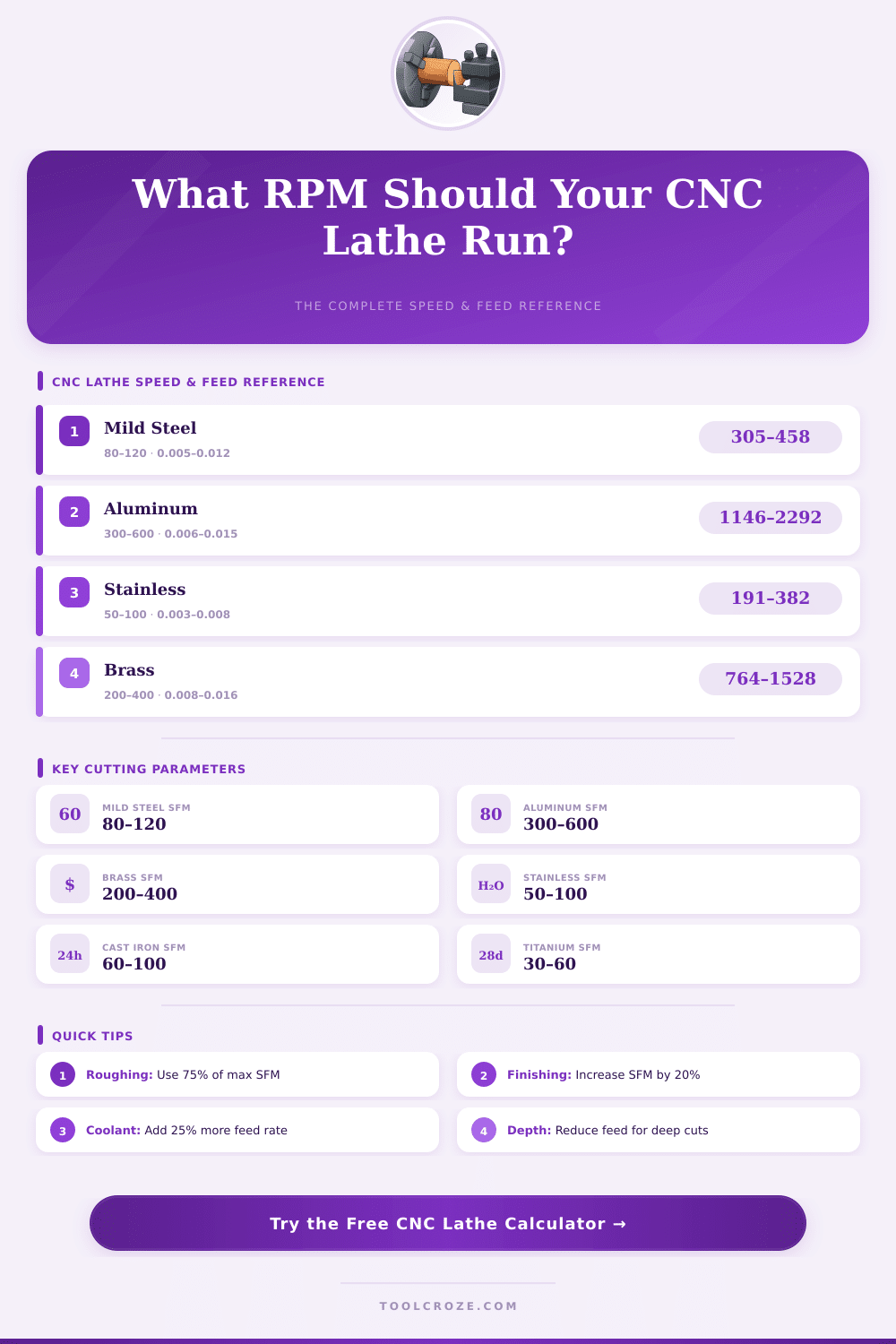
| Mild Steel (1018) | Carbide | 80–120 | 0.008–0.015 | 0.003–0.006 | 0.100–0.250 | 0.010–0.030 |
| Alloy Steel (4140) | Carbide | 60–100 | 0.006–0.012 | 0.003–0.005 | 0.080–0.200 | 0.010–0.020 |
| Stainless 304 | Carbide | 50–100 | 0.005–0.010 | 0.002–0.005 | 0.050–0.150 | 0.005–0.020 |
| Hardened Steel RC45+ | CBN | 60–120 | 0.003–0.006 | 0.001–0.003 | 0.020–0.060 | 0.005–0.015 |
| Cast Iron (Gray) | Carbide | 60–100 | 0.008–0.016 | 0.004–0.008 | 0.100–0.300 | 0.010–0.030 |
| Aluminum 6061 | Carbide | 300–600 | 0.010–0.020 | 0.005–0.012 | 0.100–0.300 | 0.010–0.030 |
| Brass / Bronze | Carbide | 200–400 | 0.010–0.020 | 0.005–0.010 | 0.100–0.250 | 0.010–0.030 |
| Copper | Carbide | 150–300 | 0.008–0.015 | 0.004–0.008 | 0.080–0.200 | 0.010–0.025 |
| Titanium Grade 5 | Carbide | 30–60 | 0.004–0.008 | 0.002–0.004 | 0.030–0.100 | 0.005–0.015 |
| Plastic (Delrin) | HSS/Carbide | 400–800 | 0.010–0.025 | 0.005–0.015 | 0.100–0.300 | 0.010–0.030 |
| Insert Grade | Type | Best For | Max SFM | Nose Radius (in) | Rake Angle |
|---|---|---|---|---|---|
| P10–P20 Carbide | Coated Carbide | Steel (roughing) | 800 | 0.016–0.031 | 0° to +5° |
| P30–P40 Carbide | Coated Carbide | Steel (interrupted) | 500 | 0.031–0.063 | -5° to 0° |
| K10–K20 Carbide | Uncoated Carbide | Cast Iron, Brass | 600 | 0.016–0.031 | 0° to +5° |
| M10–M20 Carbide | Coated Carbide | Stainless, Alloy | 600 | 0.016–0.031 | +3° to +8° |
| Cermet | Cermet | Steel finishing | 1000 | 0.008–0.016 | +5° to +10° |
| CBN Grade 1 | PCBN | Hardened steel | 800 | 0.008–0.016 | -5° to 0° |
| Ceramic (Al2O3) | Ceramic | Cast iron (high speed) | 1500 | 0.016–0.031 | -5° to +5° |
| HSS M2 | High Speed Steel | Plastics, soft metals | 400 | 0.016–0.063 | +5° to +15° |
| Operation | Workpiece | Typical DOC (in) | Rec. Feed (IPR) | Rec. SFM | Est. Time |
|---|---|---|---|---|---|
| OD Turning Rough | 1" Steel Bar | 0.100–0.200 | 0.008–0.015 | 80–100 | 2–5 min |
| OD Turning Finish | 1" Steel Bar | 0.010–0.030 | 0.003–0.006 | 100–120 | 1–3 min |
| Facing | 2" Alum. Disk | 0.050–0.150 | 0.010–0.020 | 300–500 | <1 min |
| Boring ID | 2" Steel | 0.030–0.100 | 0.004–0.010 | 60–100 | 3–8 min |
| Threading (UN) | 1" Steel | 0.010–0.020 | 0.025–0.050 | 40–80 | 2–6 min |
| Parting / Cutoff | 1.5" Steel | 0.003–0.008 | 0.002–0.005 | 50–80 | 1–3 min |
| Knurling | 1" Steel | N/A | 0.020–0.040 | 50–80 | 1–2 min |
| Taper Turning | 1.5" Alum. | 0.050–0.150 | 0.008–0.015 | 300–500 | 2–5 min |
Find the apt speed and step on a CNC Lathe can be hard, especially for newcomers. Those two settings determine the quality of the cuts, the life of the tool and the time to finish the part. Getting them right outside the machine is the first stage to ensure that the CNC Lathe works well.
Speed on a lathe relates to the surface speed of the workpiece while it passes before the blade. The feed rate shows how quickly the blade moves along the part. In turning operations on a CNC Lathe, the step usually shows as step each revolution, measured in inches each revolution (IPR).
How to Choose Speed and Feed for a CNC Lathe
This differs from milling, where the feed rate is figured otherwise and should not be mixed with turning on a lathe.
Modern CNC Lathe machines tend to have a function called Constant Surface Speed. By means of a command like G96, the machine follows a special rule. Like this, if we set S200, this means 200 feet surface in minute, not 200 RPM.
The device itself alters the RPM based on the position of the tool regarding the diameter. It really helps, because it ensures mroe equal surface finish, cuts the cycle time and makes the life of the tool more predictable.
The constant speed also affects the forming of the chips. Higher speed raises the heat at the blade, what softens the chips and can push them to form teeth. When the lathe barely reaches quite high speed beside smaller diameters, problems with the surface finish can happen.
Won solution is to reduce the step each revolution at those hard places. Also setting maximum constant speed by means of something like G50 is useful.
The materials of the tools matter a lot. Tools from HSS need lower blade speed, feed rate and RPM than those from carbide. Choosing the apt material for the tool is key for good results.
Most of the insert tools list suggested speeds and steps directly. For instance, a tool can show the depth of cut, range of feed rate and blade speed in feet surface in minute. One finds that info also on the web page of the maker.
Starting value for rough turning is around 0.007 inches each revolution, while for finishing around 0.004 each revolution, then adjust to break the chips and reach the wanted finish. For aluminum, speeds of 600 to 900 SFM with 0.006 to 0.008 IPR are usual. Beside small diameters, one switches to constant RPM and lowers the feed rate to avoid that the parts fly away.
Calculators and apps are liked for quickly finding values of RPM, SFM, IPM and IPR. Some of them include calculators for surface finish in turning work, where one enters the radius of the tool tip and the intended roughness of the surface to get the needed feed rate. Those tools work morequickly than browsing through a manual, although those books still stay good help.