🔧 ACME Tap Drill Size Calculator
Calculate the correct tap drill diameter for ACME threaded holes — imperial & metric
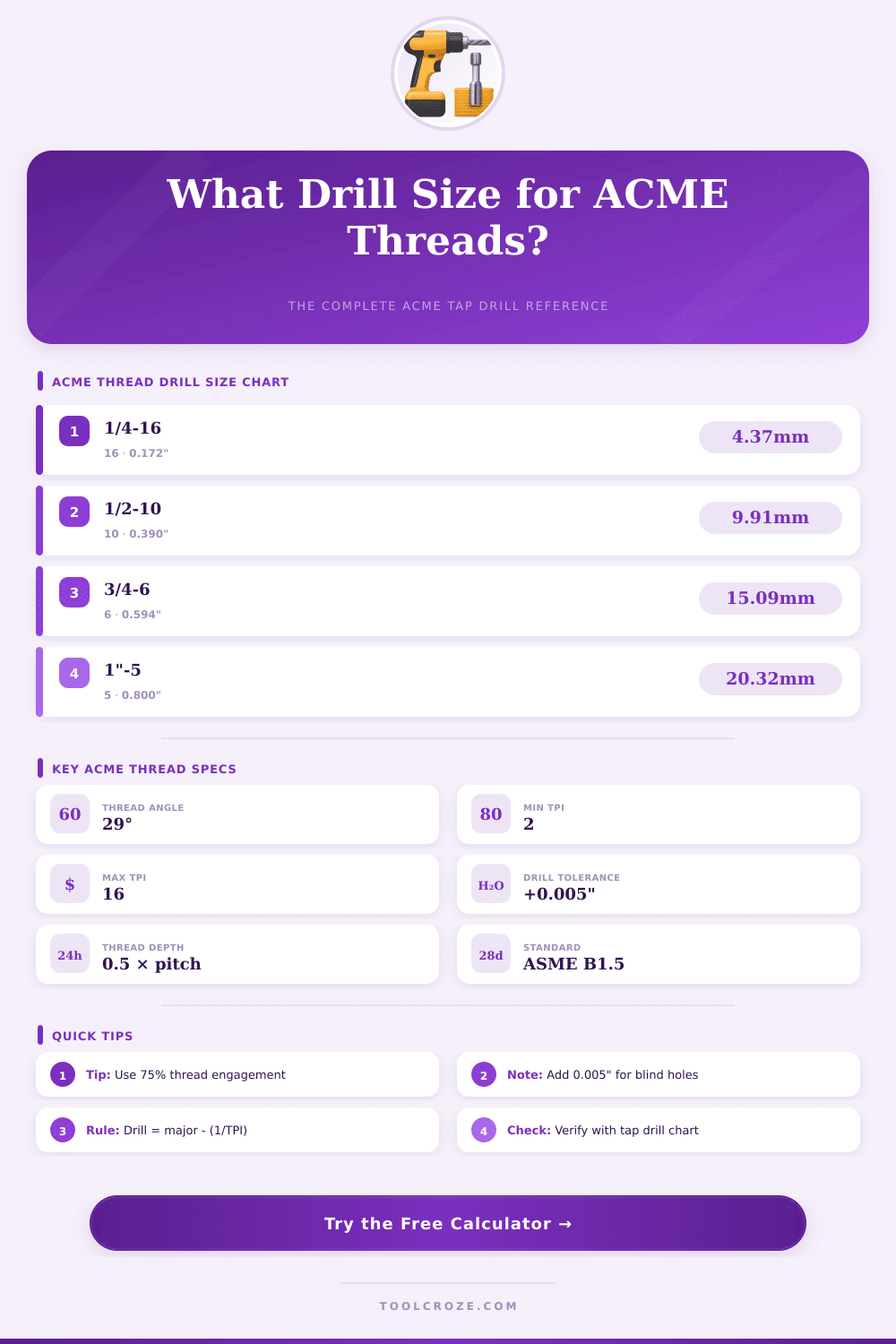
| Thread Size | TPI | Major Dia (in) | Pitch (in) | Thread Depth (in) | Tap Drill (in) | Tap Drill (mm) | 75% Engagement Drill |
|---|---|---|---|---|---|---|---|
| 1/4"-16 | 16 | 0.250 | 0.0625 | 0.0313 | 0.172 | 4.37 | #17 (0.173") |
| 5/16"-14 | 14 | 0.3125 | 0.0714 | 0.0357 | 0.227 | 5.77 | 7/32" (0.219") |
| 3/8"-12 | 12 | 0.375 | 0.0833 | 0.0417 | 0.281 | 7.14 | 9/32" (0.281") |
| 7/16"-12 | 12 | 0.4375 | 0.0833 | 0.0417 | 0.344 | 8.74 | 11/32" (0.344") |
| 1/2"-10 | 10 | 0.500 | 0.100 | 0.050 | 0.390 | 9.91 | 25/64" (0.391") |
| 5/8"-8 | 8 | 0.625 | 0.125 | 0.0625 | 0.484 | 12.29 | 31/64" (0.484") |
| 3/4"-6 | 6 | 0.750 | 0.1667 | 0.0833 | 0.594 | 15.09 | 19/32" (0.594") |
| 7/8"-6 | 6 | 0.875 | 0.1667 | 0.0833 | 0.719 | 18.26 | 23/32" (0.719") |
| 1"-5 | 5 | 1.000 | 0.200 | 0.100 | 0.800 | 20.32 | 51/64" (0.797") |
| 1-1/4"-5 | 5 | 1.250 | 0.200 | 0.100 | 1.050 | 26.67 | 1-3/64" (1.047") |
| 1-1/2"-4 | 4 | 1.500 | 0.250 | 0.125 | 1.250 | 31.75 | 1-1/4" (1.250") |
| 1-3/4"-4 | 4 | 1.750 | 0.250 | 0.125 | 1.500 | 38.10 | 1-1/2" (1.500") |
| 2"-4 | 4 | 2.000 | 0.250 | 0.125 | 1.750 | 44.45 | 1-3/4" (1.750") |
| 2-1/2"-3 | 3 | 2.500 | 0.3333 | 0.1667 | 2.167 | 55.04 | 2-11/64" (2.172") |
| 3"-2 | 2 | 3.000 | 0.500 | 0.250 | 2.500 | 63.50 | 2-1/2" (2.500") |
| Material | Hardness (Brinell) | Rec. SFM | RPM (1/2" tap) | Cutting Fluid | Tap Type |
|---|---|---|---|---|---|
| Mild Steel | 120 | 15–25 | 115–191 | Sulfurized oil | Spiral flute |
| Stainless Steel | 200 | 8–15 | 61–115 | Heavy sulfurized | Spiral point |
| Aluminum | 95 | 50–100 | 382–764 | Kerosene / WD-40 | Spiral flute |
| Cast Iron | 215 | 10–20 | 76–153 | Dry or air blast | Straight flute |
| Brass / Bronze | 60 | 50–80 | 382–611 | Light oil | Straight flute |
| Alloy Steel | 340 | 5–12 | 38–92 | Heavy sulfurized | Spiral point |
| Plastic / Nylon | 20 | 80–150 | 611–1146 | Dry | Spiral flute |
| Titanium | — | 5–10 | 38–76 | Heavy flood coolant | Spiral flute |
| Thread Size | Pitch (in) | Minor Dia (in) | Pitch Dia (in) | Thread Depth (in) | Pitch Dia (mm) | Minor Dia (mm) |
|---|---|---|---|---|---|---|
| 1/2"-10 | 0.100 | 0.400 | 0.450 | 0.050 | 11.43 | 10.16 |
| 5/8"-8 | 0.125 | 0.500 | 0.5625 | 0.0625 | 14.29 | 12.70 |
| 3/4"-6 | 0.1667 | 0.5834 | 0.6667 | 0.0833 | 16.93 | 14.82 |
| 1"-5 | 0.200 | 0.800 | 0.900 | 0.100 | 22.86 | 20.32 |
| 1-1/2"-4 | 0.250 | 1.250 | 1.375 | 0.125 | 34.93 | 31.75 |
| 2"-4 | 0.250 | 1.750 | 1.875 | 0.125 | 47.63 | 44.45 |
| 2-1/2"-3 | 0.3333 | 2.167 | 2.333 | 0.1667 | 59.26 | 55.04 |
| 3"-2 | 0.500 | 2.500 | 2.750 | 0.250 | 69.85 | 63.50 |
The sizes of drills for acme tap drill can seem a bit hard to estimate, even though simple formulas make it easier. It is based on 100% of the thread according to ANSI standards. Here is how to apply it.
First you share 1 by the TPI, or threads per inch. Second, you multiply that result by the OD, or outer diameter. For pitches of 10 and bigger, you always add 0.005 inches to the drill size.
How to Find the Right Drill Size for Acme Taps
Those extra 0.005 inches help for good threading.
There are charts that list the right sizes of drills for various acme tap drill setups, and they really are much more handy than counting everything by math each time. You can quickly check a chart to get the answer in a moment. The formulas are useful mainly for non-standard threads.
Non-standard Acme threads appera now and then, and you need to count yourself.
For a real example, the right drill size for internal Acme thread 1/2-10 2G falls between 0.400 and 0.405 inches as minimum and maximum. Drill of letter Y works well for that. You find matching acme tap drill sets for such work at typical tool companies, and they come in write and left-hand versions.
Sometimes using a drill a bit bigger than the advised size, the threading becomes much easier.
For Acme thread 5/8-10, the proper minor diameter is between 0.525 and 0.530 inches. The best standard drill you find is 17/32, that matches 0.531 inches, so you can safely use it. You use the formulas instead of the chart, if you want precise results.
In practice, below the basic diameter you need to go smaller for clearance. Around 0.020 inches per inch of diameter works for general threads of 10 TPI and more. Different classes of tolerances affect the choice of drill size, so there are several options for major and minor diameters according to the class.
Because of that, for something like a nut on a lead screw, drilling a bit too small and later widening to a more exact size, could be a good method to reach right results.
Acme tap drill work is commonly done in two or three steps. A single tap can overload every small part of a turn, especially in strong materials. Single-start acme tap drill sets fit to create threads of 10 to 30 degrees in one step without needing a guide screw, which is very handy.
Cutting the length shorter helps also, when possible. Stainless steel proves especially hard, because it hardens quickly during work.
For Acme thread 3/4-6, the minor diameter comes to around 0.588 inches. Drill 37/64 at 0.578 inches works, because it will cut a bit too big. Drill of 15 mm at 0.590 inches is another option.
Checking the fit by screwing the tap in some turns helps towell estimate the hole.