🔧 Roll Tap Drill Size Calculator
Calculate the precise pilot hole diameter, recommended RPM, and feed rate for roll (form) tapping any material
| Material | SFM Range | RPM (M6/1/4") | RPM (M10/3/8") | Chip Load / Rev (mm) | Lubrication |
|---|---|---|---|---|---|
| Mild Steel | 20–40 SFM | 400–800 | 250–500 | = pitch (1 rev) | Cutting oil |
| Alloy Steel | 15–30 SFM | 300–600 | 180–360 | = pitch | Sulfurized oil |
| Stainless Steel | 10–25 SFM | 200–500 | 120–300 | = pitch | Heavy-duty oil |
| Aluminum | 50–100 SFM | 1000–2000 | 600–1200 | = pitch | Aluminum cutting fluid |
| Brass | 40–80 SFM | 800–1600 | 500–1000 | = pitch | Light oil |
| Copper | 30–60 SFM | 600–1200 | 360–720 | = pitch | Cutting oil |
| Titanium | 8–20 SFM | 160–400 | 100–240 | = pitch | TiCN + coolant |
| Cast Iron | 15–30 SFM | 300–600 | 180–360 | = pitch | Dry or light oil |
| Thread Size | Nom. Dia (mm) | Pitch (mm) | Drill 70% (mm) | Drill 70% (in) | Nearest Drill | Min (65%) | Max (75%) |
|---|---|---|---|---|---|---|---|
| M2 x 0.4 | 2.0 | 0.40 | 1.73 | 0.068" | #51 (1.73mm) | 1.70 | 1.77 |
| M2.5 x 0.45 | 2.5 | 0.45 | 2.18 | 0.086" | #44 (2.18mm) | 2.14 | 2.22 |
| M3 x 0.5 | 3.0 | 0.50 | 2.64 | 0.104" | #37 (2.64mm) | 2.59 | 2.69 |
| M4 x 0.7 | 4.0 | 0.70 | 3.51 | 0.138" | #28 (3.57mm) | 3.45 | 3.58 |
| M5 x 0.8 | 5.0 | 0.80 | 4.41 | 0.174" | #18 (4.42mm) | 4.34 | 4.47 |
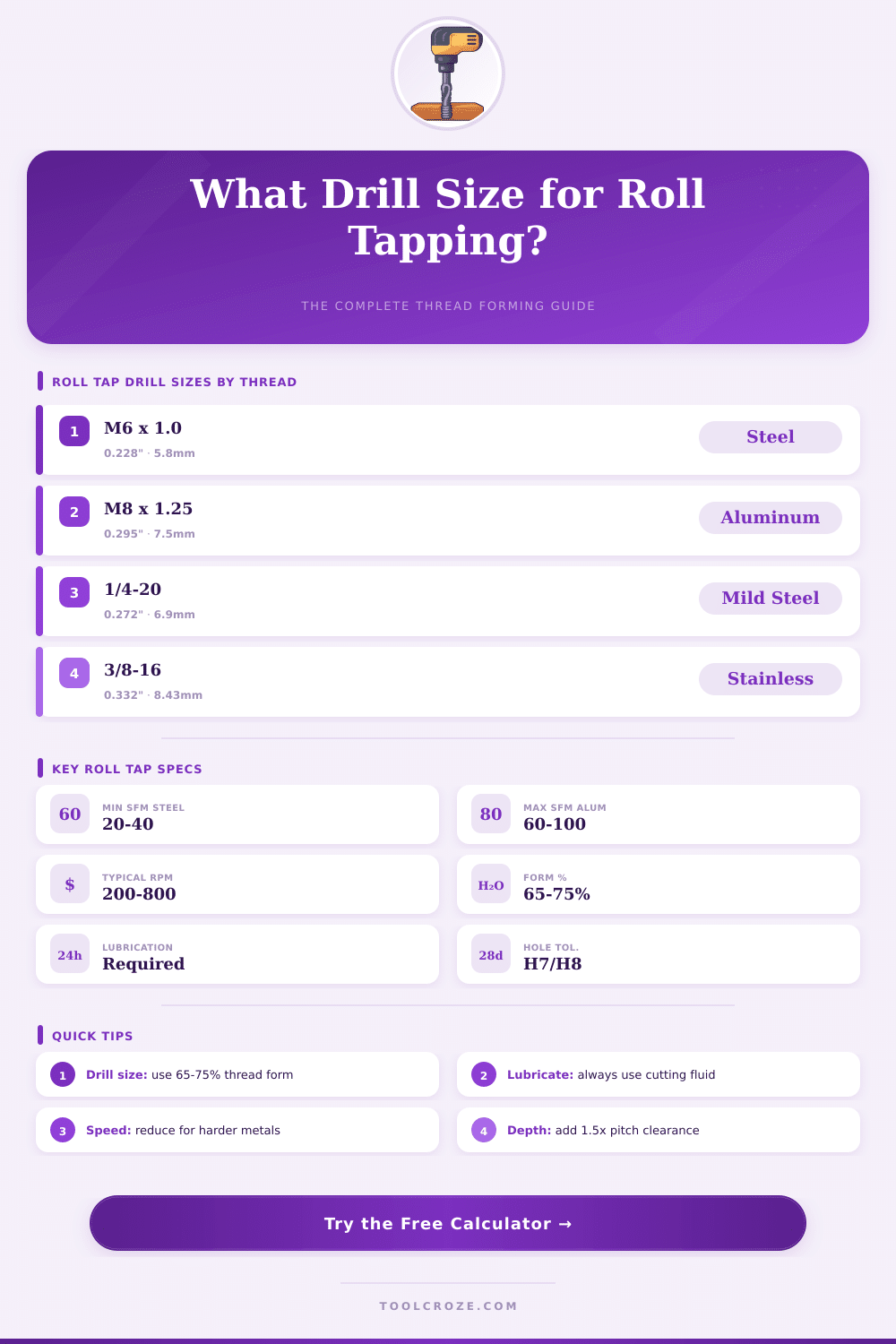
| M6 x 1.0 | 6.0 | 1.00 | 5.30 | 0.209" | #2 (5.56mm) / 5.4 | 5.21 | 5.38 |
| M8 x 1.25 | 8.0 | 1.25 | 7.08 | 0.279" | J (7.04mm) | 6.97 | 7.19 |
| M10 x 1.5 | 10.0 | 1.50 | 8.87 | 0.349" | Y (8.84mm) | 8.73 | 9.00 |
| M12 x 1.75 | 12.0 | 1.75 | 10.65 | 0.419" | 27/64" (10.72mm) | 10.47 | 10.82 |
| M16 x 2.0 | 16.0 | 2.00 | 14.25 | 0.561" | 9/16" (14.29mm) | 14.00 | 14.50 |
| M20 x 2.5 | 20.0 | 2.50 | 17.82 | 0.701" | 45/64" (17.86mm) | 17.52 | 18.12 |
| 1/4-20 UNC | 6.35 | 1.270 | 5.62 | 0.221" | #2 (5.56mm) | 5.52 | 5.72 |
| 5/16-18 UNC | 7.94 | 1.411 | 7.03 | 0.277" | J (7.04mm) | 6.91 | 7.15 |
| 3/8-16 UNC | 9.53 | 1.588 | 8.44 | 0.332" | Q (8.43mm) | 8.30 | 8.58 |
| 1/2-13 UNC | 12.70 | 1.954 | 11.26 | 0.443" | 7/16" (11.11mm) | 11.08 | 11.44 |
| Application | Thread | Material | Drill Size | Rec. RPM | Thread Depth |
|---|---|---|---|---|---|
| Engine block bolt | M10 x 1.5 | Cast Iron | 8.87mm / Y | 300–400 | 15mm min |
| Aluminum fixture plate | M8 x 1.25 | Aluminum | 7.08mm / J | 800–1200 | 12mm min |
| Structural steel bracket | 1/2-13 | Mild Steel | 0.443" / 7/16" | 200–400 | 19mm min |
| Hydraulic manifold | M6 x 1.0 | Alloy Steel | 5.30mm | 400–600 | 9mm min |
| Enclosure panel | M4 x 0.7 | Aluminum | 3.51mm / #28 | 1200–1800 | 6mm min |
| Stainless fitting | M6 x 1.0 | Stainless | 5.30mm | 200–300 | 9mm min |
| Brass instrument | 10-32 UNF | Brass | 4.93mm / #9 | 700–1000 | 7mm min |
| Aerospace component | M5 x 0.8 | Titanium | 4.41mm / #18 | 150–250 | 10mm min |
Choosing the right size of Drill before using a Roll Tap is very important. Drills for Roll Tap work usually are bigger than those for cut tapping, because the material is pushed in the form of the thread instead of being cut. That difference has big weight and if one mixes the two kinds, it can create serious troubles.
The most common charts for Roll Tap Drills show only one size of Drill, that normally gives around 75 percent thread. Even so for Roll Taps the intended depth commonly ranges. For instance, for quarter-inch-20 cut tap one uses Drill number 7 for the first hole, while for quarter-inch-20 Roll Tap one requires Drill number 1 for 65 percent thread.
How to pick the right drill size for roll taps
That shows quite a big change in the diameter of the hole.
There is a simple way to count the sizes of Drills for tapping. One subtracts the pitch from the main diameter. For metric threads that is especially easy.
Consider M8 with 1.25 mm pitch: simply take 1.25 from 8, and you get 6.75 mm. That is teh size of the Drill for tapping of M8. The method works for inch sizes also, but first you must convert the inches.
For bolt quarter-inch-20 the main diameter is 0.250 inches. Divide one inch by 20 threads per inch, which gives 0.050. Then subtract that from 0.250, and the result is 0.200.
The nearest standard Drill is number 7 with 0.201 inches. Finding a Drill that matches four metric taps is of average ease. For instance, 6.75 mm matches around 0.266 inches, which is 17/64, a common size in many stores and stocks.
Roll Taps can be very efficient, if one uses them correctly. Always be sure to check the book from the factory for advice about hole sizes, especially for Roll Tap versions. When one lists a range of Drills, aim for the bigger part of that range for good results.
Small taps can be difficult. 6-32 is extra hard for tapping because of its small diameter and rough pitch, so the tools break easily. In tough materials like stainless steel or copper, a Drill that gives 60 to 65 percent engagement helps to prevent breaks.
For less dangerous uses one can go down to around 55 percent thread, with hole diameter between 0.215 and 0.220 inches.
The size of the prior hole for tapping is key. One always advises reaming. Choose the nearest Drill for the wanted percentage of thread.
It is possible to slightly widen the hole, if the tap breaks, on condition that the hole still measures well. A chart with computed values for 65 percent thread, including slightly oversized Drills, canhelp avoid many common mistakes.