You know what sound means trouble in a machine shop? It is not the sweet song of metal being cut at a good pace with all parameters dialed in just so. It is not the soft pitter patter of chips being removed as you’re cutting cleanly through whatever it is you’ve got in there, We’re talking about the piercing high pitched screech of chatter followed closely by the thud of ruined carbide on the shop floor. Most novices assume they must of gotten bad tools or their luck just wasn’t with them, but more often than not, it’s simply a mathematical mistake. Chances are, you chose an aggressive feed rate based off wrong material type. Or, you spun the spindle too slowly relative to the size of your cutter and generated heat rather then clean cutting action.
The chart helps illustrate this point using surface feet per minute as a guide. This value directly influences your revolutions per minute, which in turn impacts your inches per minute. Dial these numbers correctly and avoid the costly breakage nightmare.
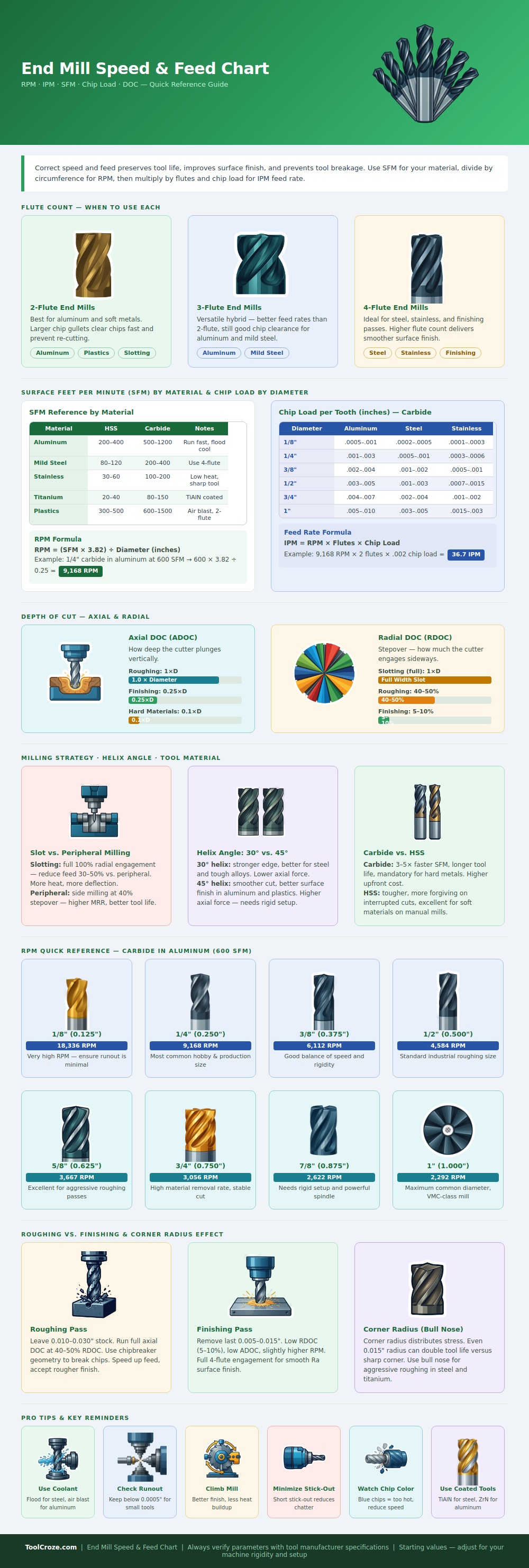
How to Choose Milling Speeds and Feeds
Operators gets stuck on choosing the right flute count when they try to use a “one size fits all” approach. Two-flute end mills is the workhorse for plastics, aluminums, etc., because their wide chip gullets function as trash chutes removing chips before they can becomes packed into the cut. Attempting to slot-out aluminum using a four-flute finisher will result in burning-up the cutter due to chip packing. Conversely, stainless steel require the extra stability of three or four flutes to provide smoother finishes and more cutting edges to share the load. It’s not grabbing the closest thing in the drawer, but matching the geometry to material behavior.
Perhaps one of the most misinterpreted concepts in milling is the relationship between tool diameter and chip load. Although solid carbide tools are incredibly strong, they’re also surprisingly delicate even if they’re as small as an eighth inch. That little mill will snap like a twig if you try to bite it into barely more than nothing per tooth. Conversely, those same tools on say half-inch or larger diameters can easily withstand much heavier bites without breaking. The reason for such drastic differences in allowable chip loads between big and small cutters is displayed throughout the reference guide. Don’t expect a twig to support your car’s doors; likewise, don’t expect a small end mill to rough out a pocket at high speed.
In addition to your rotation speed, the depth of your cut are equally important. You’ll have an axial depth (how deep you cut into the material) and a radial depth (how much you step over when you mill from side to side). Generally, you can go deeper axially in roughing passes. Potentially even to a full-diameter deep. But then you want to manage radial engagement carefully so that you don’t deflect or dig into something.
For finishing passes, it’s exactly opposite: use a shallow depth and a very light radial stepover to get a smooth surface and tight tolerance. How far can you push vs. How delicately do you need to touch? The look of a setup on paper may be perfect, but the rigidity of your tool holders and how you apply coolant often makes the difference. You might calculate the exact right feed rate, but run a dry cut in stainless steel and you’ll soon have an expensive coated end mill melted down to a dull lump of burnt metal.
Flood coolant is great for removing heat efficiently. However, an air blast is more effective at preventing chips from welding onto softer metals like aluminum. Also, keep the tool stick-out as short as practical since this reduces the leverage forces causing chatter. Excessive overhang or a loose collet converts precise calculations to guess work where machine vibrates instead of cutting effectively.
For experienced machinists there’s yet another level of nuance to consider: helix angles and geometry on corners. For example, higher helix angles results in smoother cuts with better surface finishes (especially when working with gummy material), while lower ones create stronger edges when machining tough alloy metals such as steel. A corner radius end mill or bull nose spreads out the stress along the cutting edge instead of concentrating it. A sharp point that concentrates it…double tool life on demanding applications. The little geometric decisions is equally important as the raw numbers you enter into your controller.
Speed and feed rate aren’t just about reading charts. They are about understanding how different variables affects the machine’s rigidity and the material itself. Aggression vs. Control; there’s a sweet spot and when it hits you’ll recognize it in the sound of the cut, a rhythmic hum of progress. That is where pros meet hobbyists, by finding the right balance between the tool, the spindle, and the workpiece. Make conservative assumptions, observe your chips, tweak gradually until it sounds like music instead of struggle.
